 Magyarország
Magyarország
Miért forrósodnak fel a vésők?
Az elektro-pneumatikus kalapácsok vésőinek magas hőmérsékletet kell elviselniük. Elmagyarázzuk, miért keletkeznek, és lehet hogy meglepődik, milyen hőmérsékleti értékeket érnek el a vésők élei.
Mielőtt megírtam volna ezt a cikket, szerettem volna egy kicsit tájékozódni. Miután beírta a „beton kézi vésése“ kifejezést a Google keresőbe, lehet, hogy Önt is ugyanolyan meglepetés éri, mint engem. Megjelennek a különböző márkájú, vésővel ellátott elektromos kéziszerszámokról szóló információk és képek. Ez számít ma kézi vésésnek? És akkor a "klasszikus kézi vésést" - kalapáccsal és vésővel minek nevezzük (1. ábra)?
Ahhoz, hogy megértsük a vésők hőmérsékleti viszonyait, itt kell kezdenünk. Amikor kézi vésővel betont vésünk, egy bizonyos idő elteltével nemcsak az ütőfelületen - a vésőfejen -, hanem a munkarészen - a véső élén - is érezhető a hőmérséklet emelkedése, különösen, ha a véső "beszorul". A hőmérsékletnövekedés a kalapács ütőfelületén, sőt a vágott beton felületén is megfigyelhető. Talán még az is előfordult, hogy megégette magát a vésővel - nem számított arra, hogy a hőmérséklet ilyen magas lesz.

1. ábra. Betonvésés kézi vésővel
1. videó: Hőmérsékleti viszonyok a vésőre mért kalapácsütés előtt és után
Nézzük meg tehát közelebbről ezeket a tényeket (1. videó). A hőkamerás monitoron leginkább a vésőhegy és a beton hőmérséklete érdekel minket.
A munka megkezdése előtt a munkás keze a legfényesebb (legvilágosabb), mert ebben a pillanatban ez a legmelegebb. A véső hegye 19,3°C, a beton pedig 14,8°C (A kép).
A betonnak más a hőmérséklete, mint más fémtárgyaknak. Ebben a cikkben azonban nincs hely e különbség fizikai természetének a kifejtésére.
Mi történik a kalapácsütés után
A „nyugalmi“ hőmérsékleti értékek - a sárga árnyalatai - közvetlenül az ütés után jelentősen megváltoznak, a véső éle és a beton érintkezési pontján jelentős világosodás látható. Ez a markáns változás a betonon van, a véső élénél a hőmérsékletváltozás fokozatos és kevésbé észrevehető.
Az ütés pillanatában a beton a vésőhegy érintkezési pontján 32,2°C (17,4°C-os növekedés), a véső élének hőmérséklete pedig három ütés után 5,7°C-kal 25°C-ra emelkedett (az 1. videó B képkockája).
A betonon a hő minimálisan oszlik el (egy kis területen koncentrálódik), míg a vésőn nagyobb a hőelvezetés, de három ütés után kevésbé látható. Ez a két anyag eltérő hővezető képességével függ össze.
A kalapács kinetikus energiája (az ütés) négy "anyagon" és két "érintkezési ponton" keresztül átvivődött az alapanyagra: fém/fém (kalapács és vésőfej) és fém/beton (vésőél és alapanyag).
Ahogy a kalapácsról az alapanyagra a mozgási energia átadódik, úgy emelkedik az egyes komponensek hőmérséklete. A rendszer fém részein a hő azonnal szétoszlik, ezért a megfigyelésre alkalmasabb lenne egy nagyobb érzékenységű hőkamera.
Azt azonban biztosan sejti, hogy mindez hogyan függ össze az elektro-pneumatikus kalapácsokkal való véséssel, ahol a „kalapács“ ütéseinek frekvenciája percenként több száz vagy ezer... Mielőtt azonban rátérnénk erre, még egy dolgot kell megemlítenünk, ami ebben az esetben szorosan kapcsolódik a hőmérséklethez - ez pedig a súrlódás.
Kísérlet egy szöggel
Sok mesterember nagyon jól tudja, hogy nem csak véséskor a véső, hanem a fából kihúzott szög is megégethet.
Egy 100 mm hosszú szöget verünk be egy lucfenyőgerendába, majd kihúzunk. Először egy új, sima felületű, majd egy rozsdás szöget (2. videó). Mindkettő valamivel 20°C fölött van a kísérlet kezdetekor. Az új szög beverése, majd kihúzása után a legmelegebb ponton 43°C-os hőmérsékletet mutat, a rozsdás felületű szög hőmérséklete pedig 63°C-ra emelkedik. Már elég jól megégett volna.
Csak érdekességképpen: a bőr 40°C feletti hőmérsékletre fájdalommal reagál. A 45°C feletti hőmérsékleten, az expozíció idejétől függően, a bőr fokozatosan károsodik. A 60°C feletti hőmérséklet másodperceken belül elpusztítja a bőrsejteket.
Vegyük észre a rozsdás szög és a sima szög kihúzása közötti nehézségbeli különbséget is. A rozsdás szögnek sokkal nagyobb a statikus súrlódási együtthatója (sokkal nehezebb megmozdítani kihúzáskor) az érdes felület miatt, és a dinamikus súrlódási együtthatója (a kihúzással járó erőfeszítés a megmozdítás után) is nagyobb, mint egy sima felületnél. Ezért magasabb a hőmérséklete is...
2. videó: Kísérlet egy szögggel
A szög a beütéskor és a kihúzáskor felületi súrlódásnak van kitéve - és mint már tudjuk, a súrlódás lehet hasznos vagy káros. A szögek esetében hasznos súrlódásról van szó - elvégre a súrlódás az, ami miatt a szögeket rögzítésre használjuk. Minél nagyobb a súrlódás, annál jobban tartja a szöget az alapanyagban.
Meg kell jegyeznem, hogy a szöget a lucfenyőbe vertük be, amely puha. A puhafa kisebb ellenállást fejt ki a bevert szögre, mint a keményfa, így a szög puhafába való beverése során keletkező súrlódás kisebb, mint a keményfába való beveréskor... Mi a helyzet a súrlódással, ami akkor lép fel mikor a véső betonba szorul?
Hőmérsékletek véséskor
Mindjárt az elején elárulom, hogy a hegyes véső hegyén a hőmérséklet általában eléri a 220 Celsius-fokot vagy annál is többet. Amikor a véső beszorul (és ez időnként mindenkivel előfordul), a beszorult vésőre nagy nyomás nehezedik a vésett anyag falai által, és a csúcs hőmérséklete 240°C fölé emelkedhet. Ez az a hőmérséklet, amelyen az ón megolvad (az ón olvadáspontja 232°C). Tehát ha éppen cínezni szeretne, van rá lehetőség  .
.
A TOPDON TC005 hőkamerával végeztünk méréseket a B25 beton vésésekor, amelyet mindig precízen bekevert és kikeményített, 110 x 80 x 25 cm-es tömbökben tartunk erre a célra. Egy HERMAN BX-800 elektropneumatikus fúrókalapácsot használtunk 2,5 Joule ütési energiával, SDS-plus szerszámbefogással és új, szabványos kivitelű vésőkkel - a HERMAN MH-20 Point hegyes vésővel és a HERMAN MH-20 Flat lapos vésővel, 20 mm-es élszélességgel.
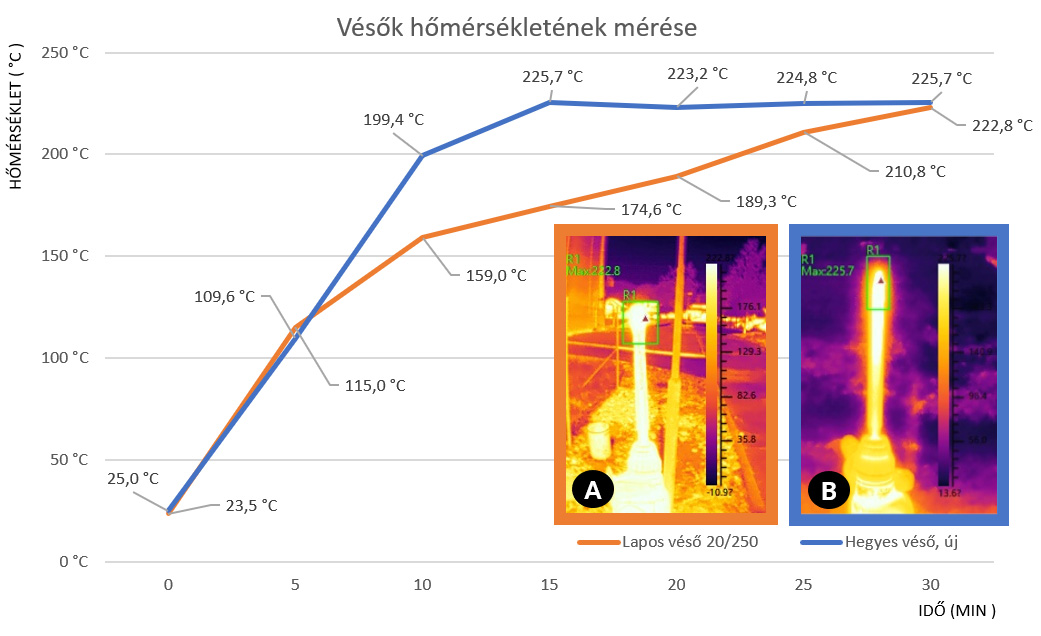
1. grafikon. Lapos (A) és hegyes (B) véső: az él hőmérsékletének alakulása
Az vésés 5 percenként néhány másodpercre megszakadt, az vésőt hőkamerával lefényképezték, és a munka így folytatódott tovább összesen 30 percig. A hőmérsékleti görbék az 1. grafikonon láthatók, amely a hőkamerás felvételeket is mutatja, amikor a harmincadik percben befejezték a munkát. A hegyes véső hegyének hőmérséklete 225,7°C, a lapos vésőé pedig 222,8°C. Látható, hogy a magas hőmérséklet a vésőnek az elektro-pneumatikus kalapácsban való befogási pontjánál is jelentkezik.
A diagramból a hőmérséklet hirtelen emelkedését lehet kiolvasni - az ötödik perc után mind a hegyes, mind a lapos véső éle 100°C fölött van, míg a hegyes véső a vésés tizenötödik percét követően már 220°C fölötti hőmérsékletet ért el, és ezen a szinten maradt. A lapos vésőnél az első percekben a hegyes vésőhöz hasonló hőmérséklet-emelkedés volt tapasztalható, de ezután a hőmérséklet lassabban emelkedett, és csak a vésési művelet végére érte el a 220°C-ot.
A hőmérsékleti diagramok közötti különbség oka az ütés kinetikus energiájának eltérő koncentrációja - a hegyes véső esetében egyetlen pontra, a lapos véső esetében pedig nagyobb felületre -, valamint a véső betonba hatolásakor fellépő súrlódás is eltérő értékeket mutat a hegyes és a lapos véső esetében.

2. ábra. Új (A) és tompa (B) lapos véső
A vésőhegy pillanatnyi hőmérsékletét a mozgási energia és a súrlódási erő "keveréke" befolyásolja, ahol ezek aránya és dominanciája különböző tényezőktől függ, mint például a véső műszaki állapota (vágóél), a kalapács műszaki állapota, az alapanyag összetétele, a vésési technika stb.
Az új vésőkön mért hőmérsékletekkel összefüggésben érdekes megnézni, hogy milyen hatással vannak a hőmérsékletekre (és a munkavégzésre) azok a vésők, amelyek nemhogy nem rendelkeznek megfelelő élgeometriával, hanem kifejezetten tompák, és csak nagyon messziről hasonlítanak vésőkre (2. ábra).
Sajnos az ilyen vésők használata általános gyakorlat.
A tompa véső hőmérséklete az első öt perc után ugyanolyan, mint egy új vésőé, azaz körülbelül 120°C (2. grafikon). Ezután azonban csak e körül az érték körül ingadozik, sőt tizenöt perc elteltével már csökkenő tendenciát mutat. Miért?
Először is azért, mert a tompa véső nem hatol be az anyagba, és a súrlódás nem melegíti fel, csak az ütőműről a hegyére és a betonba átadott mozgási energia melegíti. Azonban csak pattog a betonon, nem hatol be az anyagba és nem kerül sor anyagleválasztásra - nem azt teszi, amit elvárunk tőle. Feleslegesen keletkező hővel melegszik fel... De miért csökken a hőmérséklet? Hol veszik el a hő?
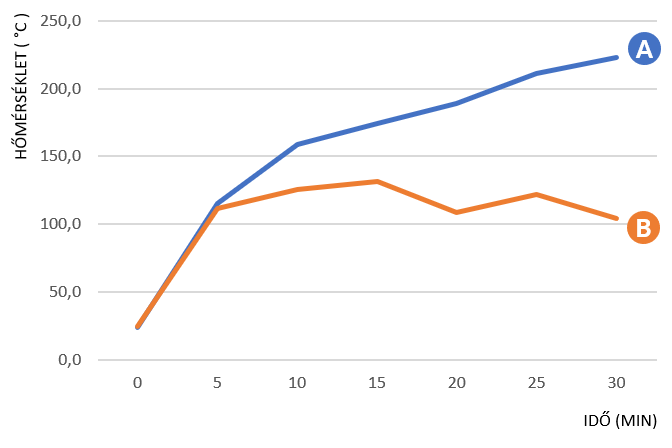
2. grafikon. Az új (A) és a tompa (B) lapos véső hegyének hőmérsékleti diagramja

3. grafikon. A tompa véső hegyének (B) és a véső fejének (C) hőmérsékleti diagramja
Nos, elsősorban - a hő vagy bármilyen más energia soha nem vész el, csak néha átalakul egy másik formába. Ebben az esetben azonban a 3. grafikonon láthatjuk, hogy a véső feje a tizenötödik perc után is tovább melegszik (bár csak kis mértékben). Az véső fémből készült, a fém pedig jó hővezető. A hő a hegyről tovább - a véső közepébe, majd még tovább - a fejbe terjed át. Tehát egy ilyen véső nemcsak hogy nem végzi el a feladatát, de tönkreteszi a fúrókalapácsát is, mert hozzájárul a fej - és következésképpen az egész gyorsbefogó tokmányrendszer - megnövekedett hőmérsékletéhez.
Zárszó
Az eddig kifejtettekből az következik, hogy a fő hőforrások a következők: az ütőmű kinetikai energiája amely a véső fejrére hat, átadódik a véső élének és a betonba kerül, valamint a súrlódási hő amely a betonba való behatolás után a véső hegye és a beton közötti súrlódás következtében keletkezik. Mindkét hőforrás különböző arányban "keveredik" a véső hegyén. Nem tudunk ezen változtatni - de annál inkább tudatosíthatjuk, hogy a helyes élszöggel rendelkező véső milyen jó hatással van a munka hatékonyságára.
Ez a legkevesebb, amit tehetünk, mivel az elektro-pneumatikus kalapácsok lényegében két alapvető emberi kéziszerszámot - kalapácsot és vésőt - egyesítik egy gépesített testben. Azt az energiát, amelyet korábban az ember a vésésbe fektetett, most egy bontó- vagy vésőkalapács fejti ki. Az ember feladata "csak" az, hogy tartsa... egy megfelelően megélezett vésővel.
Kulcsszavak: vésők, véső, beton vésése, elektropneumatikus kalapács, magas hőmérséklet, vésők felmelegedése, mozgási energia, súrlódás
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
Bohumil Dobrovolný: Technická fyzika (Praha 1952) - Műszaki fizika – cseh nyelvű szakkönyv
https://e-konstrukter.cz/prakticka-informace/soucinitel-treni
https://etabletka.sk/popaleniny-typy-prva-pomoc-a-domaca-liecba/

 Köszönjük, az értékelést hozzáadtuk
Köszönjük, az értékelést hozzáadtuk
 Nem válaszolt helyesen a kvíz kérdésekre
Nem válaszolt helyesen a kvíz kérdésekre

Mikulas Tóth –
Dobrý článok. Oceňujem
Jó cikk. nagyra értékelem
Lefordítani a szöveget Eredeti szöveget mutatniPetr Šindelář –
Zajímavý článek s hodně informacemi
Érdekes cikk, sok információval
Lefordítani a szöveget Eredeti szöveget mutatniLibuša –
Článok je poučný . Nové vedomosti. Ďakujem.
A cikk tanulságos. Új tudás. Köszönöm.
Lefordítani a szöveget Eredeti szöveget mutatnijohnny –
Zaujimave. Vobec som netusil ze az cez 200 stupnou moze mat sekac
Érdekes. Fogalmam sem volt, hogy 200 fok feletti choppere lehet
Lefordítani a szöveget Eredeti szöveget mutatniMartin –
Poučné.
Tájékoztató.
Lefordítani a szöveget Eredeti szöveget mutatniToldi Zsuzsanna –
Mindig lehet tanulni belőle! Köszönöm
dusan –
profi článok
szakmai cikk
Lefordítani a szöveget Eredeti szöveget mutatniIvan –
Veľmi poučné
Nagyon informatív
Lefordítani a szöveget Eredeti szöveget mutatni