 Magyarország
Magyarország
A gyémánt vágótárcsa nem vág - mi a probléma?
Menjünk és lépésről lépésre haladva tárjuk fel együtt a probléma okait - mert gyakran a probléma a tárcsa cseréje nélkül is orvosolható. Mindazok, akik olvassák a blogunkat, észrevehették, hogy nem csak arról írunk, hogyan lehet a problémát orvosolni, hanem elsősorban arra összpontosítunk, hogy elmagyarázzuk, miért alakult ki, és hogyan lehet megelőzni. Ez ebben az esetben sem lesz másképp.
De először is mondjuk el röviden, milyen elven működik a gyémánt vágótárcsa. Ezután könnyű lesz megválaszolni a cikk címében szereplő kérdést.
A gyémánt tárcsákat vágótárcsáknak nevezzük, mert "vágják" a munkadarabot. Első ránézésre logikus állítás, de nem egészen így van. Amit mi vágásnak érzékelünk, annak lényege valójában a munkadarab érintkező felületének fokozatos csiszolása. Ez a gyémánt szemcsék éles és kemény élei és a vágandó anyag (beton, tégla, falazat, burkolat stb.) között fellépő súrlódási erő következtében történik, nagy kerületi sebesség mellett (1. ábra). A vágórész alakja, magassága és vastagsága változhat, kötőanyag és szintetikus gyémántszemcsék keverékeként gyártják.
A gyémánt tárcsa kerületén található gyémántszemcsék mindent porrá változtatnak, ami az útjukba kerül.
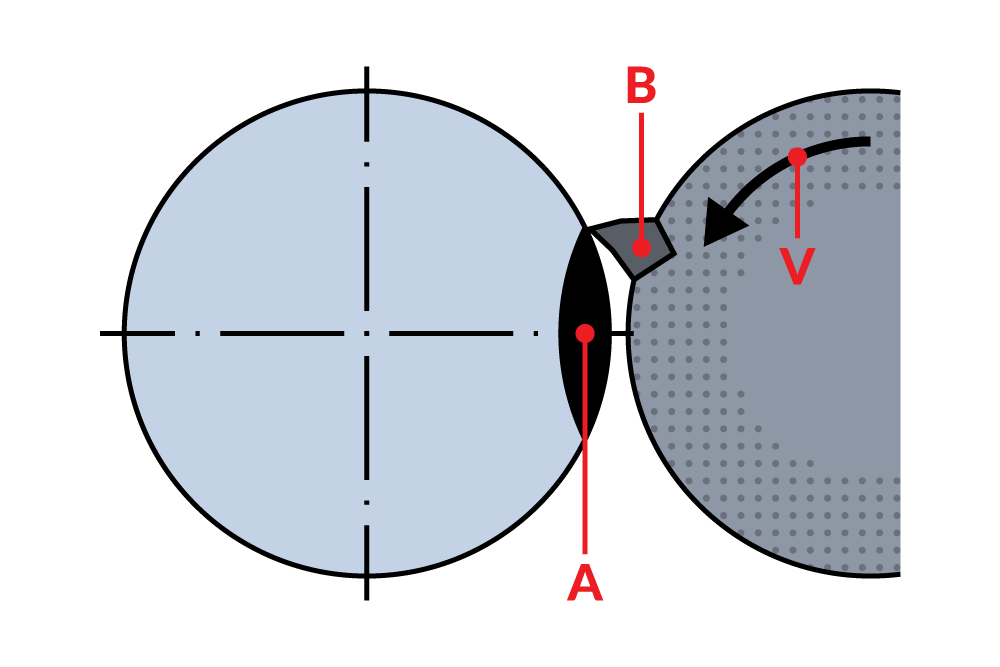
1. ábra. Csiszolás elve: egy szemcsével (B)
leválasztott forgács (A)
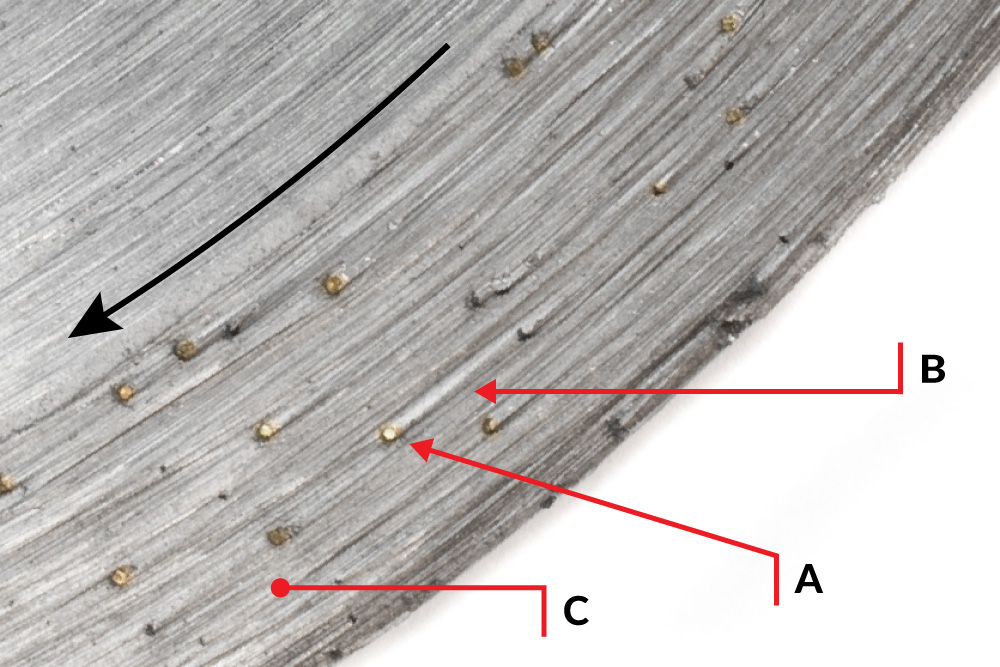
2. ábra. Gyémánt szegmens: az üstökös feje (A), az üstökös csóvája (B), a kötőanyag (C)
Jó szemmel vagy többszörös nagyítással üstökös alakban láthatjuk a gyémánt szemcséket (2. ábra). Az üstökös feje egy szintetikus gyémántszemcse - ez a szemcse az, ami a gyémánt tárcsa vágását (azaz csiszolását) okozza. Az üstökös farka egy kötőanyagdarab – ami a fej mögött "elrejtve" maradt, amely "tartja a frontot", és a helyén marad, amíg a körülötte lévő kötőanyag el nem kopik, így végül a fejnek már nincs mibe kapaszkodnia.
Az üstökössel kapcsolatban jutott eszembe egy jótanács - akkor jön jól, amikor a festék már lekopott a tárcsaról, és már nem látszik még a tárcsa forgásirányát jelző nyíl sem. Ilyenkor az üstökös tájolása segít: a tárcsát a forgásiránynak megfelelően kell a tengelyre szerelni úgy, hogy az üstökös feje legyen elöl, a farka pedig hátul.
A mai gyémánt betétszerszámok abszolút többségének szemcséi szintetikus gyémántból készülnek. Ez a legkeményebb az összes ismert anyag közül - több mint százszor keményebb, mint a korund, és néhány ezerszer keményebb, mint az építőanyagok amiket megmunkálunk vele. Természetesen a gyémánt szemcsék alakját, méretét és minőségét befolyásolni lehet a gyártás során - ez utóbbira jellemző a több éles él és a mechanikai sérülésekre való kisebb érzékenység.
A jó minőségű szintetikus gyémánt szemcsék koncentrációja (3. ábra), megfelelő méretük és a kötőanyag összetétele határozza meg a gyémánt vágótárcsa minőségét. Bármilyen jó minőségű is legyen azonban egy gyémánt tárcsa ebből a szempontból, nemsokat érünk vele, ha nem a megfelelő anyag vágására használjuk.
Az elv az, hogy a lágy tárcsákat kemény anyagokhoz, a kemény tárcsákat pedig lágy anyagokhoz tervezték (az építőiparban ezek a koptató hatású anyagok). Hogy világos legyen: a lágy tárcsa olyan, ahol a gyémánt szemcsék nem maradnak sokáig a kötőanyagban, és gyorsabban elengedi őket a kötőanyag, a kemény tárcsa pedig ennek az ellenkezője: kemény kötőanyaggal rendelkezik, amely hosszú ideig tartja a helyükön a gyémántszemcséket.
Bár a kötőanyag keménységét nem említik a termékleírásokban, a gyártók természetesen tudják ezt, és a tárcsa rendeltetésétől függően keményebb vagy kevésbé kemény kötőanyagot használnak a gyártás során a vágási célnak megfelelően. Így például a HERMAN Agressa puha kötőanyaggal, a HERMAN Abrasiva pedig kemény kötőanyaggal rendelkezik.
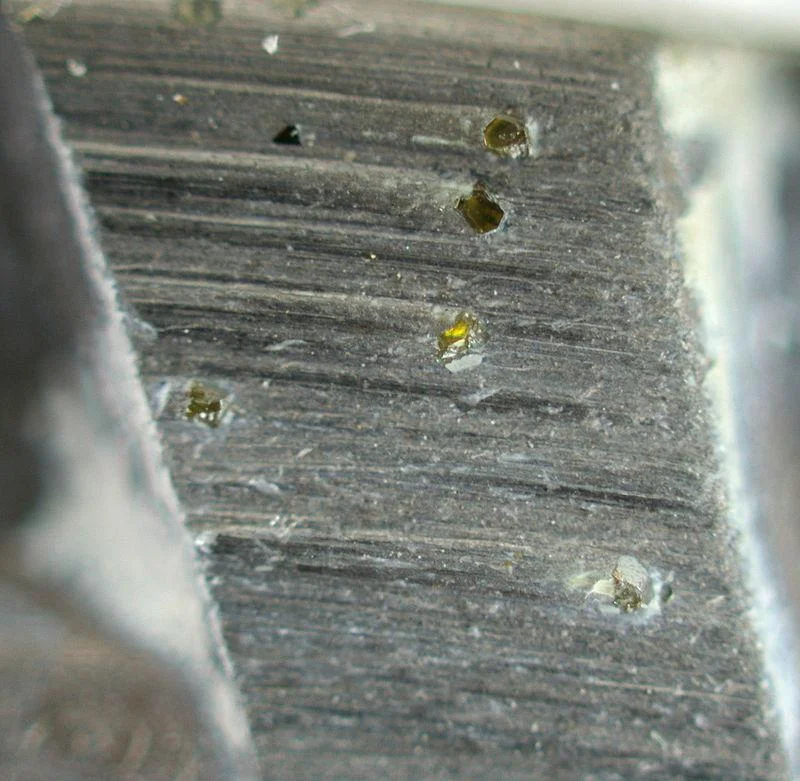
3. ábra. Közeli kép egy gyémántszegmens felnagyított felületéről
A gyémánt vágótárcsa kiválasztásánál nemcsak a megmunkálandó anyagra való alkalmassága fontos, hanem a megfelelő elektromos kéziszerszámmal vagy berendezéssel való használata is, és természetesen olyan paraméterek is számítanak, mint a vágás tisztasága, vastagsága stb. de nem ez a mai téma.
Bár a gyémántszemcsék élesek és nagyon kemények, munka közben tompulnak. A kötőanyag ezért kulcsszerepet játszik - a gyémánt betétszerszámnak időben meg kell szabadulnia a tompult szintetikus gyémántszemcséktől.
Ha a kötőanyag és a megmunkálandó anyag nem "illik össze", akkor a két eset valamelyike következik be:
a) A kötőanyag túl korán engedi el a szemcséket.
A tárcsa gyorsan fog vágni, mert mindig új és új éles szemcsék fognak kiállni a tárcsa felületéből. A vágás úgy fog menni, "mint kés a vajba". A tárcsa azonban gyorsan elkopik és rövidebb lesz az élettartama. A vágás költségei magasak lesznek.
b) A kötőanyag túl későn engedi el a szemcséket.
A gyémántszemcsék túl sokáig maradnak kopottan és tompán a kötőanyagban a helyükön. A tárcsa lassan fog vágni, a munka nehézkesen fog menni, és a gyorsítás érdekében a természetes reakció a vágási nyomás növelése lesz.
A figyelmes olvasónak bizonyára nem kerülte el a figyelmét, hogy közeledünk a kérdésünk megoldásához - miért nem vág a tárcsa? Vagy hogy kiegészítsük a kérdést: miért vág lassan a tárcsa?
Ha a gyémántszemcsék láthatóak, de a tárcsa mégsem vág, a legvalószínűbb ok a túl kemény kötőanyag. A tárcsa a vágás során tompa szemcsékkel küzd, amelyeknek már régen el kellett volna tűnniük. Ez akkor fordul elő, ha egy puha anyagokhoz (például falazathoz vagy téglához) tervezett kemény kötőanyagú tárcsát használnak például vasbeton vágásához.
Ennek az oknak a nagy valószínűségét igazolja az a tény, hogy az első néhány percben a tárcsa viszonylag jól vágott. Ez azért volt így, mert az aktív szemcsék - vagyis azok, amelyek a szegmens felületén láthatók – az elején élesek voltak. Később kitompultak, és a kemény kötőanyag nem akarja elengedi őket. Tehát valójában tompa szemcsékkel vágunk. A kötőanyag és a megmunkálandó anyag nem illik egymáshoz.

4. ábra. Elsüllyedt gyémántszemcsék
A rossz hír az, hogy ebben az esetben csak egyetlen megoldás létezik: a tárcsát ki kell cserélni. Az eredetit nem megfelelően választották ki a vágandó anyaghoz.
De mindjárt van itt egy jó hír is. Az ilyen eset, amikor a kötőanyag túl kemény, a gyakorlatban nagyon ritka azoknál a gyémánt vágótárcsáknál amellyeket sarokcsiszolóval végzett munkára terveztek.
A "miért ritka" kérdésre a következő cikkben találja meg a választ.
A gyakorlatban gyakrabban találkozunk azzal, hogy a gyémánt szemcsék egyáltalán nem látszanak. Mintha ott sem lennének, vagy nagyon kevés látszik belőlük, mintha "el lennének süllyedve", esetleg a szegmens oldalán látszik valami, de a vágóélén semmi (4. ábra).
Mint már tudjuk, a gyémántszemcsék éles vágóéle pontosan az, amire a hatékony vágáshoz szükségünk van. Ha nincsenek gyémántszemcsék, nincs vágóél, és ne csodálkozzunk azon, hogy "nem vág". De a segítség egyszerű - a szemcséket a felszínre kell hoznunk.
Ezt úgynevezett „koptató élezéssel“ lehet megtenni. Keressünk valamilyen abrazív hatású építőanyagot, például egy darab pórusbetont vagy tűzálló samottéglát. Vágjunk egy rövid vágást, és nézzük meg, hogy az elmerült szemcsék "feljönnek-e" a felszínre. Ismételjük meg az eljárást, ha szükséges.
Az elveszett gyémántok újra megvannak, és a tárcsa úgy fog vágni, mintha új lenne. Vagy elvégezhető professzionálisabban - csiszolókővel (5. ábra). Ezt még ebben az évben beiktatjuk a programunkba.

5. ábra. A szegmensek élezése csiszolókővel
Azonban nem akarjuk a tárcsát 15 percenként mindig újra élezni, ezért keressük meg az okokat, amelyek ezt okozhatták. A leggyakoribbak a következők:
Túl nagy nyomás a gyémánttárcsára vágás közben. Sarokcsiszolóknál a gép súlya és az enyhe nyomás elegendő. Fontos, hogy a gyémántszemcsék természetes és erőszakmentes felszinre kerülése megtörténjen. A túl nagy nyomás nem gyorsítja a vágási folyamatot.
Helytelen forgásirány. Ellenőrizze, hogy a tárcsa a megjelölt forgásiránynak megfelelően van-e a tengelyre szerelve. Ha a nyíl szimbólum olvashatatlan, akkor az üstökösök iránya szerint tájékozódjon.
A gép teljesítménye nem elegendő. Ezt onnan állapíthatja meg, hogy mérsékelt nyomás esetén is gyorsan veszít a fordulatszámából, és csökken a szükséges kerületi sebesség. Ezt a motor hangjából hallhatja. Válasszon egy nagyobb teljesítményű gépet.
A gép fordulatszáma túl magas. Bizonyos anyagok esetében a névleges fordulatszámnál alacsonyabb fordulatszámot kell használni, például a fordulatszámszabályzás nélküli sarokcsiszolóknál (általában 80 m/s a kerületi sebesség). A lényeg az, hogy ha ez az "elveszett gyémántok" jelenség ismétlődik, és Ön már mindent megpróbált és megtett, ami lehetséges, akkor nagyon valószínű, hogy a vágandó anyag összetétele alacsonyabb fordulatszámot igényel. Ezt a sarokcsiszolókkal történő vágásnál ki kell próbálni, ezért néha hasznos a fordulatszámszabályzással ellátott sarokcsiszoló.
Vagy védőburkolat nélkül dolgozik, és 230mm-es tárcsát szerelt egy 180mm-es sarokcsiszolóra?
Az életével játszik!
Nem szabad elfelejteni, hogy az olyan gépeket, mint az asztali fűrészek vagy a horonyvágók, főleg ahol a vágáshoz vízhűtést használnak, lényegesen alacsonyabb kerületi vágószerszám-sebességre tervezték, mint a sarokcsiszolókat.
Zárszó
A fenti okok gyakori velejárója a vágótárcsa túlhevülése. Jellemzőek a sötét vagy fekete, gyakran kékeslila sávok a tárcsa vágó részének közelében (6. ábra).
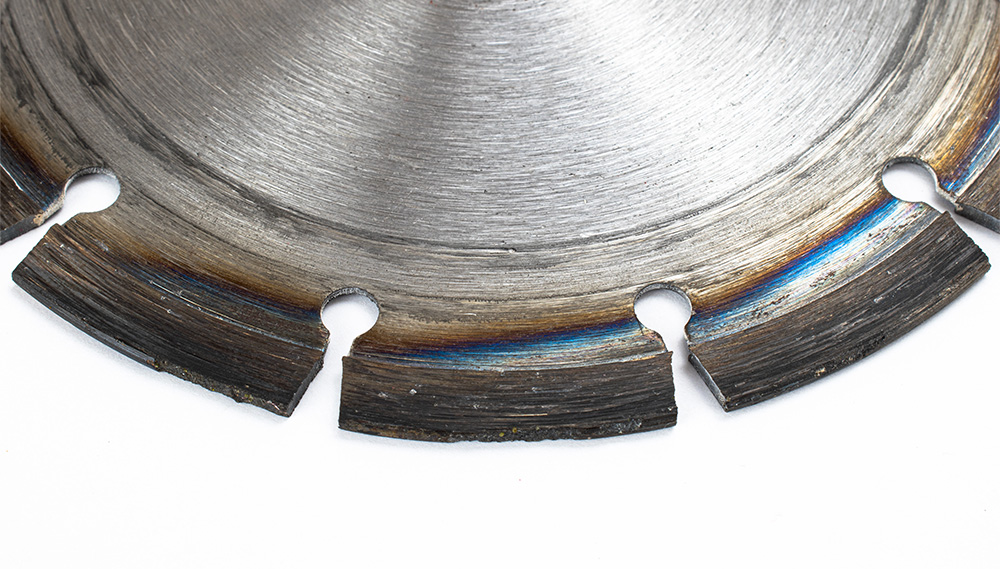
6. ábra. Túlhevített gyémánt vágótárcsa
Ez akkor történik, ha nem keresi idejekorán az okokat amelyekről fentebb írtunk, és csak a vágási nyomást növeli - nem vág, ezért gyürkőzzünk neki a feladatnak.
A gyémánt vágótárcsanak, még ha megfelelően van is kiválasztva és jól vág, hűtésre van szüksége. Sarokcsiszolóval történő folyamatos vágás esetén (száraz vágás) 30-40 másodperc után a tárcsát 10-15 másodpercig levegővel kell hűteni a gép alapjárati fordulatszámán. A vágási mélység is kedvezőtlenül járul hozzá a hőmérséklet emelkedéséhez. 125mm-es tárcsával ne lépje túl a 25mm-es mélységet, 230mm-es tárcsával pedig legfeljebb 40mm mélyen vágjon. Ha mégis mélyebbre kell vágni, csökkentse a vágási időt, növelje a hűtés hosszát és gyakoriságát, és fokozatosan vágja a kívánt mélységet.
A munka folytatása a láthatóan túlhevült tárcsával nagyon veszélyes. A tárcsa testének anyaga a túlhevült területeken megváltoztatta tulajdonságait. Cserélje ki a tárcsát egy újra, és tanuljon az ilyen esetből.
Kulcsszavak: gyémánt vágótárcsa, vágás, kötőanyag, gyémánt szemcsék, keménység, vágó betétszerszámok, sarokcsiszoló
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
Ondrej Lipták a kolektív: Technológia výroby – obrábanie, 1979 (Gyártástechnológia – megmunkálás)

 Köszönjük, az értékelést hozzáadtuk
Köszönjük, az értékelést hozzáadtuk
 Nem válaszolt helyesen a kvíz kérdésekre
Nem válaszolt helyesen a kvíz kérdésekre

Mikulas Tóth –
Super článok zase sme sa niečomu priučili.
Remek cikk, megint tanultunk valamit.
Lefordítani a szöveget Eredeti szöveget mutatniTomáš Vojík –
Je dobré vědět aspekty řezání stavbeních materiálů. Myslím, že ani stavaři neví, jak to je. Poučné.
Jó ismerni az építőanyag-vágás szempontjait. Szerintem még az építők sem tudják, milyen. Tájékoztató.
Lefordítani a szöveget Eredeti szöveget mutatniŠtefan Grega –
Dobré,užitočné rady
Jó, hasznos tanács
Lefordítani a szöveget Eredeti szöveget mutatniZdenko Farbár –
Zaujímavé rady, ďakujeme
Érdekes tanács, köszönöm
Lefordítani a szöveget Eredeti szöveget mutatniRenáta Sliwková –
Pro mně i pro mé kolegyně za pultem velmi užitečné rady, které využijeme v praxi.
Nagyon hasznos tanácsok számomra és a pult mögötti kollégáim számára, amelyeket a gyakorlatban is be fogunk használni.
Lefordítani a szöveget Eredeti szöveget mutatniPapp Sándor –
Nagyon hasznos információk vannak a cikkben
Ľubomír –
Dobrá rada nad zlato. Ďakujeme
Jó tanács az arannyal szemben. Köszönöm
Lefordítani a szöveget Eredeti szöveget mutatni