 Magyarország
Magyarország
Spirál fúrószár fára: mikor válasszuk a HSS-t és mikor a CrV-t?
A fába fúrás általában nem okoz ráncokat a homlokunkon. Vannak azonban olyan esetek, amikor a fára való központosított spirál fúrószárat alkotó kétféle acélalapanyag ismerete, amiből a fúrószárakat gyártják, segíthet eligazodni a kiválasztási folyamatban.
Régebben sok időt töltöttem apám műhelyében és garázsában. Még mindig emlékszem, milyen magasztos benyomást tett rám a régi villáskulcsain lévő „Chrome Vanadium” felirat. Még ma is valahogy professzionálisabban hangzik számomra ez a kifejezés a HSS-hez képest, pedig - mint később megtudjuk - a HSS fúrószár egyértelműen előnyösebb a CrV-vel szemben...
A fára való spirál fúrószáraknak tipikus alakjuk van. Fő jellemzőjük az éles centrírozó hegy, a fúrószáron egymással szemben elhelyezett két vágóél (metszősarkantyú) és a spirál.
A konkurens termékek különbözhetnek egymástól, például a spirál eltérő alakjában, de ezek elvileg nem túl fontos részletek. Apropó - néhány más típusú fára való fúrószárnak egyáltalán nincs spirálja.
És mivel a fa munkadarabok alapvetően rostok, amelyeket „elvágni” kell, a kulcs a fúróhegy vágó része, amelynek mindig borotvaélesnek kell lennie.
Videó: HSS és CrV fára való fúrószárak összehasonlítása
A fára való spirál fúrószárak többnyire króm-vanádium acélból, kivételesen pedig HSS acélból készülnek. Ennek a cikknek a témája a kettő közötti különbség ismertetése. Rögtön az elején egy rövid videóban nézze meg, hogy mi történik a furat kilépő oldalán puhafa fúrásakor.
A CrV (vagy Cr-V) a króm-vanádium acél jelölése (ang. Chrome Vanadium). Már a név is arra utal, hogy ez az acél - pontosabban ötvözet - (többek között) krómmal (Cr) és vanádiummal (V) dúsított.

1. ábra. CrV fára való központosított spirál fúrószár
Mindkét fő ötvözőelem javítja a tulajdonságait: edzhetőség, kopásállóság, oxidáció és korrózió elleni ellenállóság stb. Természetesen a végtermék tulajdonságai nemcsak az egyes elemek pontos százalékos arányától, hanem magától a feldolgozás folyamatától és a végső ötvözet - a szerszámkészítés alapanyagának - előállításától is nagymértékben függnek. Ezért egyértelmű, hogy nem minden CrV, ugyanaz a CrV...
Ez egy olyan acél, amelyet elsősorban a mechanikus kéziszerszámok, például csavarhúzók, fogók, villás- vagy dugókulcsok gyártásához használnak... és néha az elektromos kéziszerszámok betétszerszámainak gyártásához, például fúrószárak vagy fűrészlapok fa munkadarabok fúrására vagy fűrészelésére. Ilyen például a króm-vanádium acélból készült HERMAN DW-10 Classic spirál fúrószár (1. ábra).
A HSS a gyorsacél rövidítése (angl. High-Speed Steel). Ez egy speciális, magas hőmérsékletnek ellenálló acél, amely lehetővé teszi a nagyobb vágási sebességen való használatot a vágóél elvesztése nélkül. Nagy szilárdsággal, keménységgel és kopásállósággal rendelkezik - ezek rendkívül kívánatos tulajdonságok minden vágó- és megmunkálószerszám esetében. Ezt az acélt is különböző ötvözőelemekkel ötvözik, és tartalmaz krómot és vanádiumot is, de az ötvözési folyamat lényegesen összetettebb (1. táblázat).

1. táblázat. A leggyakrabban használt HSS acélok és összetételük
A HSS-acél a fémmegmunkálásban használt betétszerszámok, például fúrószárak, marók, esztergakések vagy a bimetál fűrészlapok alapvető alkotóelemeként a nagy sebességű betétszerszámok gyártásának kulcsfontosságú nyersanyaga.
A bonyolultabb ötvözés és az igényesebb gyártási folyamat miatt annál is inkább igaz, hogy nem minden HSS acél ugyanaz a HSS acél, és jelentős különbségek vannak például a fúrószártípusok között. Mindenesetre a fém fúrására való fúrószárak gyártásának egyik legfontosabb alapanyaga, és a HSS-R, HSS-G és egyéb fúrószár alapanyagokat jól ismerjük.
Nélkülözhetetlenek a fa megmunkálásánál is, leggyakrabban a nagy sebességű szerszámgépekkel való megmunkáláskor – de kivételesen az elektromos kéziszerszámokkal történő fúráskor is. Jó példa erre a HERMAN DW-11 HSS spirál fúrószár (2. ábra), amely HSS M2 alapanyagból készül. Összetétele az 1. táblázat középső részében található.
De miért létezik a szabványos spirál fa fúrására való fúrószár HSS változatban is, főleg ha több mint háromszor olyan drága? És milyen szerepet játszanak a króm-vanádium és a gyorsacél fent említett tulajdonságai a fára való fúrószárak kiválasztásában?

2. ábra. Fára való központosított HSS spirál fúrószár
Mielőtt válaszolnék, nézzük meg, hogyan fúrnak ezek a fúrók. Mindkét terméket úgy teszteltük, hogy egy általánosan kapható asztali fúróval (700 W, 1750 fordulat/perc) fúrtunk, hogy legalább megközelítőleg azonos feltételeket tartsunk fenn. Kétféle munkadarabot fúrtunk: kemény bükkfát és puha lucfenyőt, hogy lássuk, hogyan viselkednek a fúrószárak a különböző keménységű fából készült munkadarabokban. Az egyik vizsgálatban laminált forgácslapot is használtunk.
Fúrás keményfába
Ennek a tesztnek az volt a lényege, hogy összehasonlítsuk a sorozatos fúrás kényelmét és a fúrószárak kopását, minden húsz furat után rövid szünetet tartva. A HSS fúrószár nem melegedett fel, és a tesztelés során végig egyenletesen, változatlan sebességgel fúrt.
3. ábra. Fúrás keményfába - 100 furat
A CrV fúrószár az első 20 furatot gond nélkül kifúrta, de elég hamar kitompult a keményfában. Ráadásul a CrV-vel történő fúráskor a fúrt lyuk gyakran eltömődött forgáccsal, ami a HSS-sel a hibátlanul sima felület miatt egyszer sem fordult elő.
A CrV fúrószárnak a vágóélek fokozatos tompulásából adódó növekvő súrlódása olyan mértékű hőmérséklet-emelkedést eredményezett, hogy az utolsó lyukaknak már égett szélei voltak, mindezek mellett a fúrószár elég jól megtartotta az alakját. A 3. ábra a 100 fúrás utáni furatokat mutatja - a HSS szép tiszta, a CrV fekete, égett. Bizonyára a gyakorlatban hasonló sorozatfúrási igények csak az ipari körülmények között fordulnak elő, ezért ne vonjunk le elhamarkodott következtetéseket. Valaki pedig mondhatja, hogy a furat megégett széle nem zavarja. Ettől függetlenül a CrV fúrószárat még nem ítélték cserére - ne felejtsük el, hogy elsősorban puhafa és nem keményfa fúrására tervezték.
A furat tisztasága
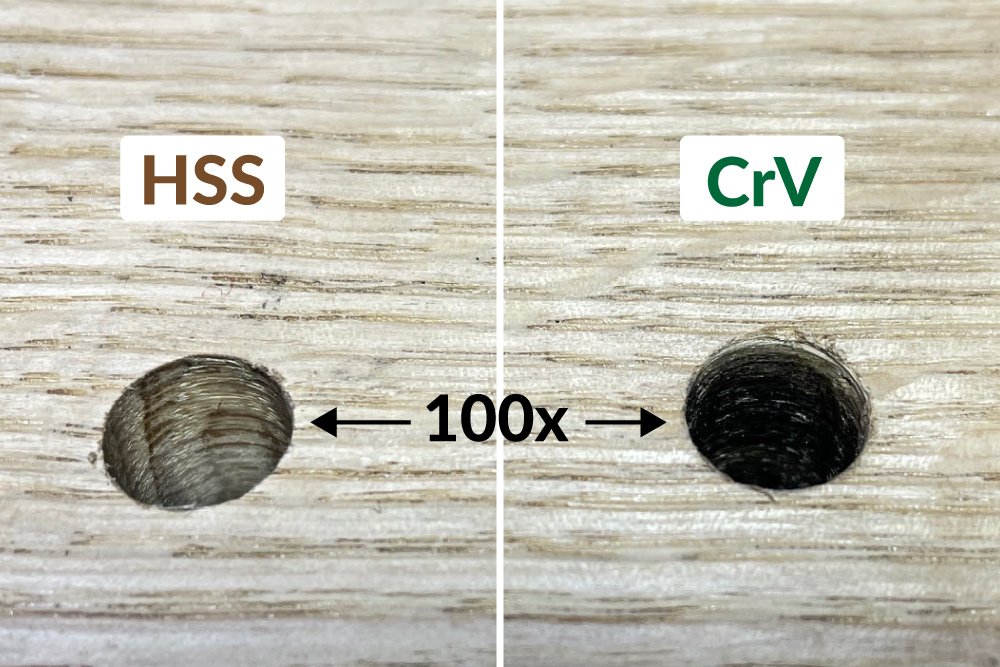
Számos olyan alkalmazás van, ahol a furat széleinek tisztának kell lenniük. Tesztünkben puha lucfenyőfát vettünk fel, ahol a fúrószár vágóélével szemben a rostok átvágásakor nagyok az igények, valamint laminált forgácslapot, ahol a felület kemény, és a keletkező szép élek a vágóél élességétől függenek. Mindkét esetben jelentős különbség látható, különösen a kilépő oldali furatoknál (4. ábra).
Mindkét fúró esetében a bemeneti oldalon a furat tiszta volt, sorja nélkül. A HSS fúrószárral fúrt furat kimeneti oldala is tiszta volt, mind a puha fenyőfában, mind a forgácslapban. A furat tisztasága az új fúróval és a 100 furatot kifúrt fúróval gyakorlatilag megkülönböztethetetlen volt. Ugyanez azonban egyáltalán nem volt elmondható a CrV fúrószárról, ahol a furat kimenete mindkét anyagban „siralmas” volt. De még itt is mondhatja valaki, hogy ami nem látszik, az nem érdekli.

4. ábra. Furatok bemeneti oldala puhafába (A) és forgácslapba (B), furatok kimeneti oldala puhafába (C) és forgácslapba (D) HSS és CrV fúrószárral
Zárszó
A HSS acélok legtöbb tulajdonsága lényegesen jobb, mint a CrV acéloké. Nem tudok olyan alkalmazási területet elképzelni az iparunkban, ahol egy króm-vanádium acél szerszám kiválthatná a nagy sebességű acélt, de nem tudok olyan alkalmazást sem, ahol a HSS ne tudná kiváltani a CrV-t. Egyetlen probléma van: az ár.
A CrV talán egyetlen előnye a HSS-szel szemben a nagyobb rugalmasság. Ez a tulajdonság azonban nagyon fontos és üdvözlendő, különösen az elektromos kéziszerszámokkal kapcsolatban, ahol a kézi munkavégzés gyakran eredményez elhajlást a fúrószárral történő fúráskor (vagy a fűrészlappal történő fűrészeléskor), ahol a szerszámot hajlításra igénybeveszik - itt a nagyobb rugalmasság fölöttéb kívánatos.
A HSS-ből készült szerszámok ezért ridegebbek és könnyebben törhetnek. Én még nem láttam törött CrV fúrószárat, de sok törött HSS acélból készült fúrószárat láttam már. A természetesen elvárt tulajdonságok - a keménység és a rugalmasság egyszerre - ellentmondanak egymásnak.
Ha azonban az élettartamról van szó, és ha fontos a fúrt lyuk külalakja, vagy ha kemény fába fúrásról van szó, a króm-vanádium fúrószárnak megvannak a határai. Van még egy fontos tény, amit tudatosítani kell, ez pedig az élezés. Mindkét anyag élezhető, de a spirálfúrószárak meglehetősen bonyolult vágási élének köszörülése - különösen a kisebb átmérőjűeké - normál körülmények között nem egyszerű.
Ha tehát mindig éles fúrószárat szeretne, és sokat tervez fúrni, a HSS jobb választás, és normál használat mellett is túléli Önt.
Kulcsszavak: fa fúrása, fúrószár, CrV, HSS, spirál fúrószár, fa, fúrószár kiválasztása, króm – vanádium acél, gyorsacél
Források:
A HERMAN cég belső műszaki és oktató dokumentációi

 Köszönjük, az értékelést hozzáadtuk
Köszönjük, az értékelést hozzáadtuk
 Nem válaszolt helyesen a kvíz kérdésekre
Nem válaszolt helyesen a kvíz kérdésekre

Viktor Mikloš –
Oddnes už len HSS. Obr. č4 to dokazuje. Ďakujem.
Mától csak HSS. füge. #4 ezt bizonyítja. Köszönöm.
Lefordítani a szöveget Eredeti szöveget mutatniBalassa Miklós –
Bányamérnök vagyok, a famunka előttem mindig az alkotás élményét jelentette. Sokat alkotok nyugdíjasként is , s egyik komoly kihívást a furatok túloldali átszakítási hatása, roncsolása jelenti. Ilyen fa fúróeszközzel nem is találkoztam eddig. Sokaknak, akik fával foglalkoznak és barkácsolásban lelik alkotási örömüket, hasznos lenne, ha ilyen szerszámmal rendelkeznének. Ha nyílik rá lehetőségem, ki fogom próbálni.
Petr Šindelář –
Dodnes jsem neměl tak detailní info o vrtácích . Děkuji
A mai napig nem rendelkeztem ilyen részletes információkkal a gyakorlatokról. Köszönöm
Lefordítani a szöveget Eredeti szöveget mutatni