 Magyarország
MagyarországMultifunkcionális vágószerszámok II - Hogyan működik és mire képes
A Multitool egy igazi svájci bicska az elektromos kéziszerszámok között - képes fűrészelni, marni, kaparni, csiszolni és polírozni. Különböző funkciókat koncentrál egyetlen készülékbe, köszönhetően a nagyon széleskörű tartozékoknak. Ha azonban a munkavégzés gyorsaságában vagy minőségében más speciális szerszámokkal kellene versenyeznie, akkor egyik szakterületen sem lenne a legjobb.
Ez olyan, mint a sportban - egy öttusázó, aki lövészetben, vívásban, úszásban, futásban és lovaglásban is versenyez, minden sportágban nagyon jó, de a csak egy sportágra szakosodott ellenfelekkel szemben nem lenne sikeres. Egy sportlövő ellen ugyan veszítene lövésben, de a sportlövő az összes többi öttusás sportágban veszítene - lehet, hogy nem is futná le az előírt távot, és lehet, hogy soha nem vívott. Egy vívó ellen is veszítene, de a vívó is veszítene az összes többi szakágban - lehet, hogy még a lőfegyvert sem tudná megtöltögetni, vagy félne a lótól.
A multitool a speciális elektromos kéziszerszámokkal való versenyben hasonló helyzetben van - az egyetlen különbség a szakterületekben van.
Jelentősen lemaradna egy kör-, szablya- vagy szúrófűrésztől (1. ábra); ezek a fűrészelési sebesség tekintetében teljesen más osztályba tartozó versenytársak. De próbáljon meg ezekkel a fűrészekkel csiszolni, kaparni vagy marni…

1. ábra. A Multitool és specializálódott versenytársai
A csiszolási sebesség és minőség tekintetében több osztálynyit is veszítene egy excenter- vagy szalagcsiszolóval szemben - de próbáljon meg fát fűrészelni vagy csempék közötti hézagokat marni ezekkel a csiszolókkal...
És akkor még nem is beszéltünk a nehezen hozzáférhető helyeken végzett munkáról, ahol a multitool abszolút bajnok.
Ezért nincs értelme összehasonlítani egyetlen más, magasan specializálódott eszközzel sem, és nyugodtan kijelenthetjük, hogy sokoldalúságában nincs vetélytársa.
2. abra. Bütykös mechanizmus (bütyök és csúszka)
Hogyan működik
A motor forgó mozgását a bütyök és a csúszka alakítja át rezgő mozgássá (2. ábra).
A bütyök általánosságban olyan alkatrész, amelynek egyes pontjai a kerületén (néha a kerület mindegyik pontja) különböző távolságra vannak a forgástengelytől.
Hasonló elven alakul át a forgó mozgás egyenes vonalú mozgássá a szablya- vagy szúrófűrészben - vagy, hogy ne csak a szerszámoknál maradjunk - a bütykös tengely ott van a dugattyús belsőégésű motorok szelepvezérlésénél – tehát megtalálható az Ön autójában is, ha még nem vett elektromosat. Ott ugyanis nem fogja megtalálni.
A tengely, amelyre a multitool betétszerszáma rögzítve van, nem forog, hanem az egyik oldalról a másik oldalra mozog egy bütyök segítségével egy nagyon kis tartományban - általában 1,2° és 1,8° között mindkét oldalra, tehát összesen 2,4° és 3,6° között -. Ezt a paramétert az oszcilláció szögének nevezzük, és alapvetően a szerszám mozgását jelenti egy nagyon kis körcikkben. És éppen ez a mozgás az, ami lehetővé teszi, hogy a multitool a fenti „versenyfeladatok” mindegyikét elvégezze. Ilyen oszcillációs szögek mellett ez egy nagyon biztonságos mozgásforma - például a kézbe vágáskor a bőr alkalmazkodik a rezgésekhez, és nincs sérülésveszély.
Az érdekesség kedvéért megnézhetjük, hogyan néz ki ennek a sokoldalú kéziszerszámnak a belseje (3. ábra). Az animáció a valósághoz képest körülbelül 275-ször lassított.
Az oszcillációs szög önmagában azonban semmit sem ér. A lényeg az, hogy e szögtartományban a szerszám nagy sebességgel - jellemzően 5 000-20 000 rezgés/perc - oszcillál, azaz rezeg.
Az elv ugyanis egyszerű - ugyanazt a munkát el lehet végezni nagyobb lökettel és alacsonyabb frekvenciával (fűrész vagy szúrófűrész) vagy kisebb lökettel és magasabb frekvenciával (multitool).
Hozzá kell tennem, hogy a nagyobb fűrészelési sebességre való törekvésben (mert azt könnyű demonstrálni, és a youtuberek is dolgozhatnak) néhány gyártó, különösen az USA-ban, engedett ennek a nyomásnak, és ma már vannak olyan multitoolok, amelyek oszcillációs szöge öt fok vagy annál nagyobb.
3. ábra. Mi rejtőzik a multitool burkolata alatt
Igen, ahogy az oszcillációs szög nő, úgy nő a fűrészelési sebesség is. De kit akarnak utolérni? A körfűrészt a szablya- vagy a szúrófűrészt? Soha nem fogják utolérni őket. Ráadásul az oszcillációs szög növekedésével csökken a vágási bemetszés pontossága, ami különösen fontos a precíziós merülő vágásoknál. Mire jó egy kiméra kéziszerszám?
Az optimális rezgési szög 2,4° és 3,6° között van. Ez biztosítja a megfelelő pontosságot és a kielégítő fűrészelési sebességet. A kisebb szögűek pontosabbak, de lassabbak, a nagyobb szögűek pedig kevésbé pontosak, de gyorsabbak.
Vegyük most sorra a multitool szerszámokkal való munka során leggyakrabban előforduló lehetőségeket, ahol gyakorlatilag csak három fontos alapelv érvényes:

4. ábra. A munkadarab helyes (A) és helytelen (B) befogása
- Válassza ki a megfelelő rezgési frekvenciát – mindig alacsonyabb frekvenciával kezdje, és fokozatosan növelje, amíg meg nem találja a kiválasztott betétszerszám és munkadarab számára optimális rezgésszámot . Ez az a frekvencia, amelynél a munkadarab felülete nem ég meg, de a fűrész simán vág.
- Munka közben ne nyomja a kéziszerszámot – hagyja, hogy a saját tempójában haladjon. A nyomástól nem fog gyorsabban haladni, csak hamarabb tönkreteszi a betétszerszámot vagy a kéziszerszámot. Ha a munka túl lassúnak tűnik, győződjön meg róla, hogy a munkához és a megmunkálandó anyaghoz megfelelő betétszerszámot használ.
- A munkadarabnak megfelelően rögzítve kell lennie, hogy ne rezegjen. A csemplék közötti fugák marásakor ez nem jelent problémát, a csemple nem rezeg a szilárd aljzaton. Fűrészeléskor ez problémát jelenthet, lásd a megfelelő (4. ábra A) és a nem megfelelő munkadarab befogást (4. ábra B). Ha a munkadarab vibrálni kezd, a vágás nagyon lassú lesz, vagy egyáltalán nem megy végbe.
Most pedig nézzük át a leggyakoribb munkafeladatokat, amelyekkel a multitool játszva meg tud oldani. Egy rövid videóban áttekintést láthat róluk.
A képzeletnek azonban nincsenek határai, így amikor egy lehetetlennek tűnő feladattal kell szembenéznie, jusson eszébe a multitool.
Fűrészelés
A fűrészelés a legterjedelmesebb fejezet, főként a munkadarabok anyagai és a munkafeladatok sokfélesége miatt.
Elvileg azonban kétféle fűrészlap alak létezik: egyenes és félhold alakú. Mindkettő különböző változatokban található meg, és alkalmazási területük is eltérő lehet.
Videó: A leggyakoribb feladatok, ahol a multitoolnak nincs vetélytársa
Bár mindkét forma lehetővé teszi a merülő fűrészelést, az egyenes fűrészlapok alkalmasabbak a pontos merülővágások elvégzésére, például kivágások készítésére fában, gipszkartonban, laminált lemezben, szegélylécekben stb.

5. ábra. Az alapfelszereltséghez tartozó fűrészlapok
A legelterjedtebb forma képviselője a HERMAN MW-01 (5. ábra A) 32,5mm-es szabványos pengeszélességgel. A munkarész szélessége lehet kisebb (keskeny vágásokhoz) vagy nagyobb, mint a HERMAN MW-02 (5. ábra B) esetében, amely közel 70mm széles. Mindkettőnek azonos, 1,4mm távolságban lévő mart fogai vannak. A fűrészelés viszonylag lassú, de pontos, 40mm-es merülési mélység lehetséges.
Gyorsabb fűrészelés érhető el a HERMAN MW-03 (5. ábra C) és HERMAN MW-04 (5. ábra D) fűrészlapokkal, amelyek méretben és alakban megegyeznek az előzőekkel, de 1,8mm-es fogközzel rendelkeznek - a vágás tiszta és viszonylag gyors, de kevésbé pontos.
A fenti fűrészlapok mindegyike króm-vanádium acélból készül, ezért csak fémkapcsok és szögek nélküli, tiszta fa fűrészelésére alkalmas. Ha fűrészelés közben véletlenül fémbe ütközik, a fogak azonnal tompulnak, és a fűrészlapot ki kell cserélni.
A fában lévő fémkapcsok vagy vékony szögek nem gátolják a HERMAN MW-05 fűrészlapot (5. ábra E), amely szabad szemmel megkülönböztethetetlen a HERMAN MW-01-től - azonos méret, azonos fogazás. A látszat azonban csalóka - a fogak bimetál acélból készülnek, 8% kobalt adalékkal.
Ne feledje, hogy a keletkező nyílás mindig nagyobb lesz, mint a penge szélessége. Ez további 2-4 millimétert jelent, ami az oszcillációs szöggel függ össze, és a pontos fűrészelésnél fontos lehet.
A félhold alakú fűrészlapokat lényegesen ritkábban használják, tipikus képviselőjük a HERMAN MW-06 (5. ábra F). Ennek fogai pontosan olyanok, mint a HERMAN MW-05-nek - bimetál, mart és 1,4mm távolságra vannak egymástól. Ez a fűrészlap ideális hosszú, egyenes vágások készítésére a legkülönbözőbb anyagokban, mint például fa, laminált lemez, műanyag, valamint merülővágások készítésére fában, fémben, PVC-ben és más anyagokban, a lap anyagától függően. A merülővágás mélysége 20mm-ig lehet.
Egy ilyen betétszerszámokkal felszerelt multitoollal olyan helyeken is el lehet fűrészelni, ahová az ember nem tud eljutni egy szablyafűrésszel vagy egy szúrófűrésszel. Nehezen hozzáférhető helyeken dolgozni tudó sarokcsiszolók pedig nem léteznek.

6. ábra. Maró és tisztító szerszámok
Marás és tisztítás
A keskeny fugák marása multitoolal a megfelelő betétszerszámmal, mint például a HERMAN MW-08 (6. ábra B), ahol az aktív munkafelület gyémánt szemcsékkel van megszórva, nagyon hatékony. Ennél jobb munkamódszert nem fog találni a törött csempék vagy járólapok cseréjekor.
A kaparó pengék ideálisak a régi tapéta, gitt, linóleum, festék stb. eltávolítására. Sokkal gyorsabbak és hatékonyabbak, mint a kézi kaparó használata.
A legtöbbjüket élezni is lehet, például a HERMAN MW-07-et (6. ábra A). De vigyázat - így veszélyes betétszerszámmá válnak.
Csiszolás és polírozás
A durva csiszoláshoz - vagy inkább tisztításhoz - a HERMAN MW-09 csiszolóráspoly áll rendelkezésre (7. ábra A). Aktív felületén keményfém szemcsék vannak, és képes a beton- vagy vakolat maradványokat lecsiszolni a deszkákról - tehát képes megtisztítani vagy simítani a falazatot a ragasztó maradványoktól a csempék vagy a járólapok cseréjekor.
A festék lecsiszolásához az alapanyagról vagy a fa felületek simításához a nehezen hozzáférhető helyeken a HERMAN MW-10 delta tépőzáras csiszolótalp kapható (7. ábra B) a megfelelő formájú és szemcseméretű HERMAN MW-11 csiszolóvászonnal (7. ábra C) vagy a különböző polírozó elemekkel együtt.
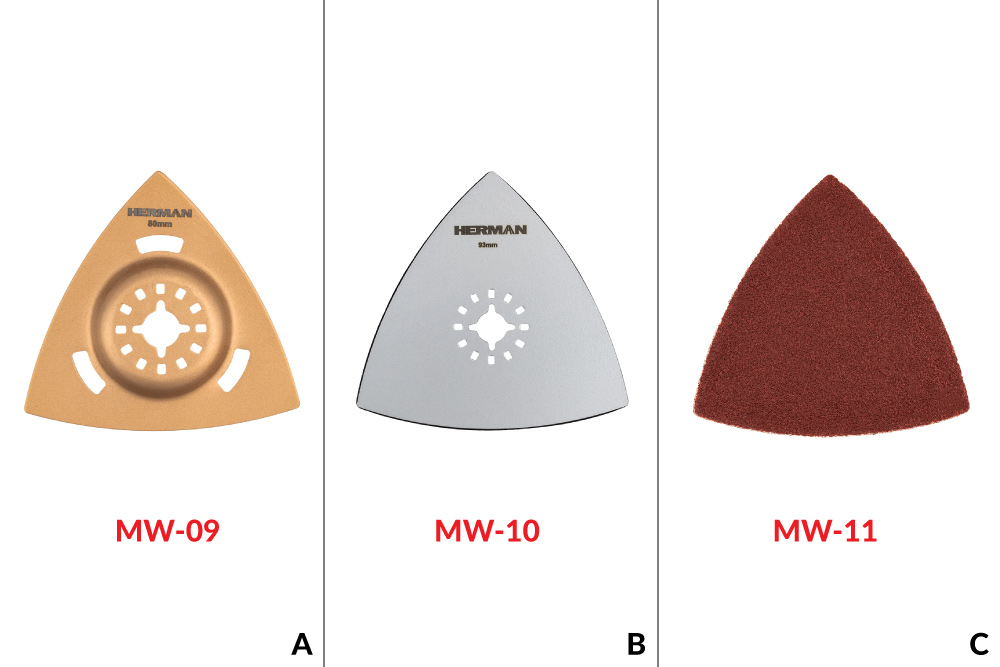
7. ábra. Csiszoló és polírozó betétszerszámok
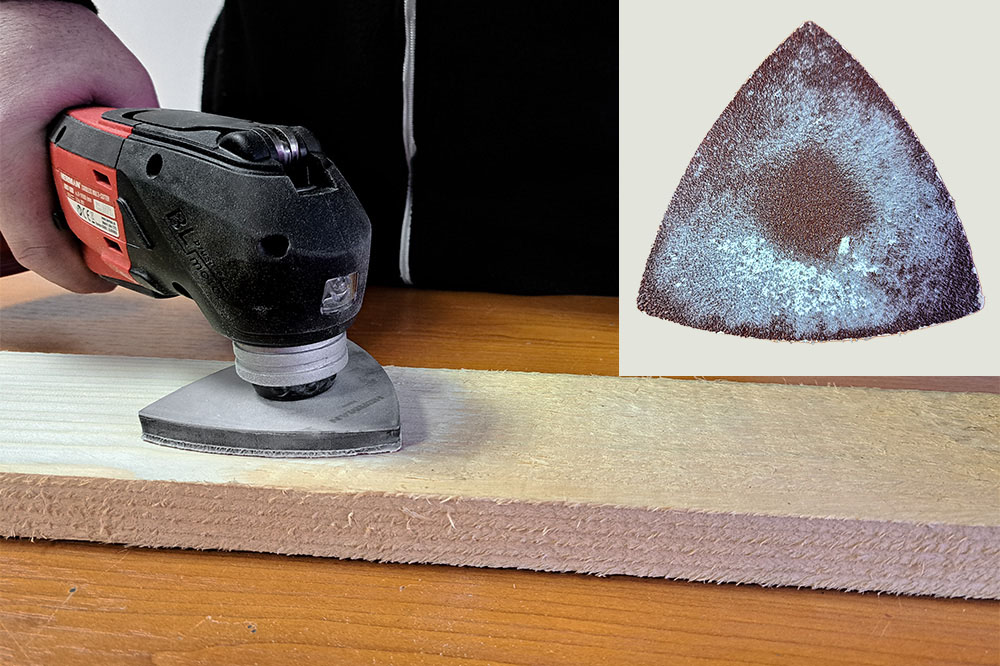
8. ábra. A szélek körüli csiszolás a leghatékonyabb
A multioolról nem mondható el, hogy hatékonyan csiszol. Ez egy technikai részlet, amely a működési elvből adódik. Ezt ritkán tudatosítjuk, és nem biztos, hogy bárhol is olvasunk róla.
Mint már tudjuk, a szerszám munka közben oszcillál - tehát minél közelebb van a tengely középpontjához a szerszám munkapontja, annál kisebb az oszcillációja. Pontosan a tengelyközéppontban ez nulla. Ez azt jelenti, hogy ha a szerszám egy csiszolóvászon, akkor a csiszolószemcsék, amelyek a befogó mechanizmus közepén vannak, valójában egyáltalán nem mozognak.
A leghatékonyabb mozgás a csiszolóvászon szélein történik, és itt van a csiszolóvászon a csiszolt anyaggal leginkább eltömődve (8. ábra). Éppen a szélekkel elérhetjük el a nehezen hozzáférhető helyeket, ezért ez előnynek is tekinthető.
Zárszó
A multitool betészerszámokat gyorsan fejlesztik. Különösen a fűrészelésben látunk nagy előrelépést a fejlesztésben, és egyre gyakrabban találkozunk keményfémből készült fogakkal - hasonlóan a szablya- vagy a szúrófűrész fűrészlapokhoz. Ezek növelik az élettartamot (de az árat is), és gyakran végletekbe mennek, mert mindenki csak a legerősebbet, a leggyorsabbat akarja. Mintha elveszne a lényeg - egy szakembernek nem a legerősebb, leggyorsabb kéziszerszámokra és betétszerszámokra van szüksége, hanem azokra, amelyek a legmegfelelőbbek az alkalmazási területhez, amellyel foglalkozik.
Kulcsszavak: multitool, univerzális multiszerszám, oszcilláló mozgás, fűrészelés, marás, kaparás, csiszolás, polírozás
Források:
A HERMAN cég belső műszaki és oktató dokumentációi



Jano –
Super clanok
jednoducho vysvetlene
mozno by pomohlo keby brusne delta vyseky mali vo svojom strede otvor
predislo by sa tak "hluchemu" miestu, sam so to raz vyskusal a brusenie bolo aj plinulejsie
Remek cikk
Lefordítani a szöveget Eredeti szöveget mutatniegyszerűen elmagyarázta
talán segítene, ha a csiszoló delta vágásoknál egy lyuk lenne a közepén
megakadályozná a "süket" helyet, egyszer én is kipróbáltam és még gördülékenyebb volt a csiszolás