 Magyarország
MagyarországMiért és hogyan kell élezni a véső- és bontókalapácsok vésőit?
A vésőt mindenképpen érdemes munka előtt megélezni. A legtöbb esetben egy kevés élezés is elegendő...
Bármilyen erősek is a véső- vagy bontókalapácsok, a teljesítményüket nem lehet eléggé jól kihasználni egy tompa betétszerszámmal. Az éles véső jelentősen növeli a termelékenységet és kevésbé terheli a gépet. A legelterjedtebb vésők az SDS-plus, SDS-max a 30mm -es vagy 28mm - es hatszögletű szárral rendelkező vésők.
Jó, ha tudatosítjuk, hogy a vésőhegy rendkívül nagy igénybevételnek van kitéve. Minél keményebb a megmunkálandó anyag és minél erősebb a gép, annál nagyobb a terhelés. Bizonyára megfigyelte, hogy a hegy gyakran forró munka közben.
Véséskor a gép teljesítményéből származó összes ütési energia a véső csúcsára - egy kis területre - koncentrálódik. Alapvetően ez egy pont (hegyes véső esetében) vagy egy egyenes (lapos, lapát vagy más típusú vésők esetében). A hegyes vésők csúcsa ezért nagyobb igénybevételnek van kitéve, mint más típusú vésők hegyei.
A gyártási folyamat szempontjából a véső teste két részre osztható. A vésőtest lényegesen nagyobb részét általában sztenderd módon készítik el, de a véső hegyét (+ kb. 40 mm vagy több - mérettől és típustól függően) speciálisan megmunkálják. Erről is szó lesz ebben a cikkben.

1. ábra. Éles és nagyon tompa hegyes és lapos véső
Vésők élezése
Az enyhén kopott véső csúcsot csak a megfelelő szögekben kell élezni, és nincs szükség hőkezelésre. Még azokban az esetekben is, amikor nem csak élezni, hanem a vésőhegy alakját is helyre kell állítani, nincs szükség utólagos edzésre - ha ezt a helyreállítást gondosan és nagy hőterhelés nélkül végezték el.
A legkönnyebben élezhető vésők a leggyakrabban használtak - hegyes, lapos és lapát vésők. Más típusok (pl. horony, üreges stb.) meglehetősen bonyolult szögekkel rendelkeznek, és élezésükhöz segédeszközt kell használni.

2. ábra. A hegyes és a lapos véső szögei
Nem kell félni - nem kell abszolút pontosan betartanunk a csúcsszögeket. Az egyszerűség kedvéért ragaszkodhatunk ahhoz az elvhez is, hogy a lapát véső szögei megegyeznek a lapos véső szögeivel, és az SDS-plus, SDS-max, 28 mm-es vagy 30 mm-es hatszög befogású vésők szögei is megegyeznek.
A vésőket korundszemcsés csiszolókorongokkal felszerelt hagyományos asztali köszörűgépen élezze meg, (fordulatszám 2500-3000 fordulat/perc). Előnyösebb, ha a köszörű állítható munkadarab-megtámasztóval rendelkezik. Így pontosabban be tudjuk tartani az ajánlott szögeket.
Óvakodjon a túlmelegítéstől. Az élezést úgy kell elvégezni, hogy a hegy ne színeződjön el a csiszolási hőmérséklet miatt - ez rontaná a keménységét. Ideális lenne a vizes köszörülés, de erre a hagyományos asztali köszörűgépeknél nincs lehetőség. A megoldás az, hogy a véső hegyét a csiszolás gyakori szüneteiben vízbe mártjuk.
Nem tanácsos az építkezési területen csiszolókoronggal ellátott sarokcsiszolót segítségül hívni. Túl nagy lesz a szögeltérés az ajánlott szögektől, és a kis sarokcsiszoló fordulatszáma sokszorosa az asztali köszörűnek, ezért a vésőhegy könnyen túlmelegedhet néhány másodperc alatt, és megváltozik a keménysége.
Ma már kaphatók keményfémbetétes vésők volfrámkarbid típusú (TCT – Tungsten Carbide Type) heggyel is. Ezek nagyon erősek, de két hátrányuk van: sokszorosan drágábbak és nem tudjuk őket élezni.
Vésők hőkezelése
A vésők minősége nemcsak a megfelelő minőségű nyersanyagtó függ, hanem a teljes gyártási folyamat betartásától is - ez a kovácsolás, az edzés és a megeresztés. Ez a folyamat a véső munkát végző végét érinti.
Az felhasználástól függően az anyag (a nyersanyag, amelyből készülnek) és a hegy geometriája különbözik.
Ha a véső nagyon tompa vagy nagyon sérült, megpróbálkozhatunk a kovácsolással, edzéssel és a megeresztéssel - akár "amatőr" körülmények között is. Az így kapott minőség elsősorban attól függ, hogy mennyire sikerül betartani az ajánlott hőmérsékleteket.
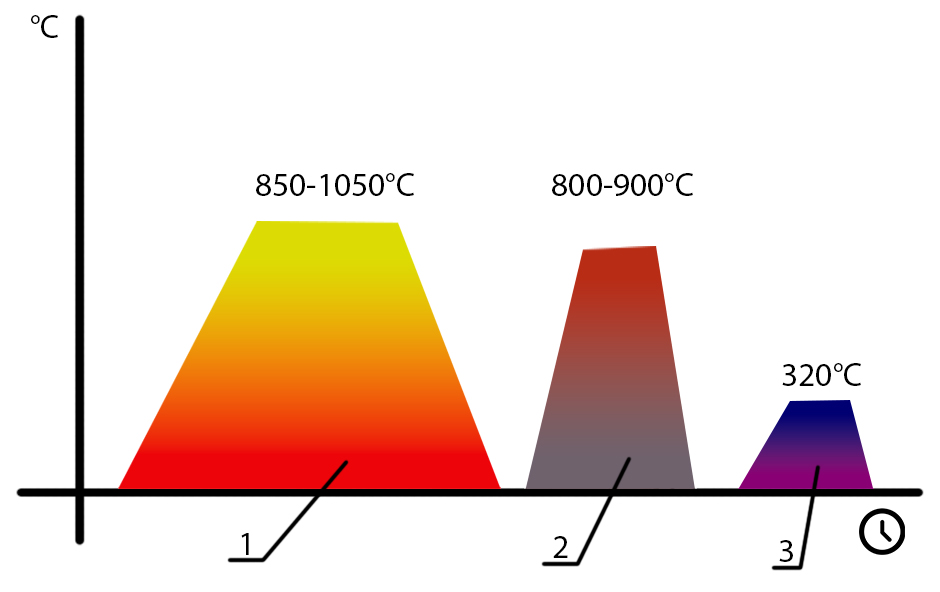
3. ábra. A vésők hőkezelésének diagramja: 1. Kovácsolás, 2. Edzés, 3. Megeresztés
Az időn (kb. 3 óra) kívül azonban "megfelelő segédeszközökre" is szükség van: tűzrakóhely (például falazott grilltűzhely), faszén, gyufa, kesztyű, fogó a forró véső megfogására, egy olajjal teli edény és szükség esetén "fújtató" (ha szélcsend van és a faszén nem úgy ég, ahogy kellene). A véső felületének színe (4. ábra) segít a hőmérséklet ellenőrzésében, de jobb, ha egy megfelelően kiválasztott mérési tartományú, érintésmentes hőmérőt használunk.
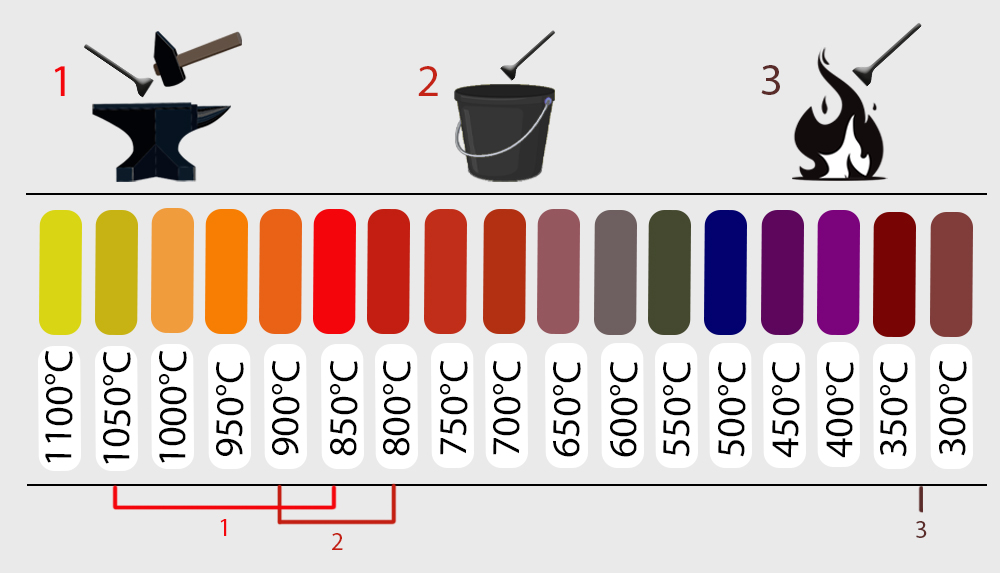
4. ábra. A véső felületi hőmérsékletének színei kovácsolás (1) , edzés (2) és megeresztés (3) során
A véső kovácsolása a hegy kívánt formára alakítását szolgálja. A hegyet lassan 850-1050 °C-os hőmérsékletre melegítjük. A megfelelő hőmérséklet elérését a világosvöröstől a sárgáig terjedő színről állapíthatjuk meg. A vésőt kovácsolás közben mindig úgy melegítsük, hogy a kovácsolás főként az alsó határhőmérsékleten történjen, a színe inkább vörös, mint sárga legyen. A kovácsolás befejezése után hagyjuk a vésőt kihűlni. Például száraz faszénen, huzatban.
Az edzés elsősorban az olyan tulajdonságokat befolyásolja, mint a keménység, a szilárdság és a szívósság. A vésőt kovácsolás után ne keményítse meg azonnal, hanem lassan melegítse fel újra alacsony hőmérsékletről 800-900 °C-ra, a kihűlés után. Minél lassabb a melegítési folyamat, annál jobb lesz a véső keménysége. Miután elérte ezt a hőmérsékletet, olajban hűtse le. A vízben való hűtés inkább a kis keresztmetszetű szerszámoknál alkalmazható - esetünkben ez a véső végső tulajdonságait rontaná.
A megeresztés az acél felmelegítése és lassú lehűtése. Főleg az edzés után alkalmazzák, hogy az anyagban lévő belső feszültségeket feloldják (innen a neve). A vésőt legalább egy órán keresztül kb. 320 °C hőmérsékleten tartva kell megereszteni ( a felület szine ezen a hőmérsékleten kék, világoskék árnyalatú). Ezután hagyja szabadon lehűlni normál hőmérsékletre.
Zárszó
Ha a hőkezelést nem a megfelelő módon végzik, a véső hegye túlságosan törékennyé válhat, és letörhet vagy megrepedhet. A nem megfelelő hőkezelés a véső keménységét is csökkentheti, és a hegy gyors kopását vagy deformációját okozhatja.
A kis méretű vésőket (pl. SDS-plusz szárral) azonban biztosan nem érdemes hőkezelni - a költségek a vésők árához képest nem kifizetődőek.
Ennyi. Most már csak kenje be a vésőszárat a megfelelő lítiumos kenőanyaggal és a munka kész...
Kulcsszavak: bontókalapács, elektro-pneumatikus kalapács, bontókalapács vésők, sds plus véső, sds max véső
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
https://www.sjf.stuba.sk/buxus/docs/docs/edicne/el_publ/Gabrisova__Brusilova_Tepelne_spracovanie_Navody_na_cvicenia_na_CD_1.pdf



József –
Hasznos cikk lehet belőle tanulni.
Csaba Kiss –
Könnyen érthető szakszerű magyarázat.Hasznos volt és érdemes elovasni!
Zdeněk Vokolek –
Tak toto je správný a opravdu vyčerpávající popis údržby sekáčů. Zatím jsem nečetl lepší popis postupu.
Tento postup jsem se učil již na učilišti v roce 1979 - 1982
Ez tehát a vésőkarbantartás helyes és igazán kimerítő leírása. Még nem olvastam jobb leírást az eljárásról.
Lefordítani a szöveget Eredeti szöveget mutatniEzt az eljárást már az iskolában megtanultam 1979-1982-ben
Jakub Borsík –
zaujímavý článok, plno nových informácii.
érdekes cikk, tele új információkkal.
Lefordítani a szöveget Eredeti szöveget mutatni