 Magyarország
Magyarország
Lamellás tárcsák: kedvelt betétszerszámok csiszoláshoz és polírozáshoz
Ebben a cikkben egy népszerű csiszoló betétszerszámot fogunk megvizsgálni - a lamellás csiszolótárcsát, amelyet legyező alakú csiszolótárcsaként is ismerhet. Elmagyarázzuk, hogy mi is valójában a lamellás csiszolótárcsa, mi a felhasználási területe, mi befolyásolja a minőségét, és hogyan lehet ezt a minőséget mérni, figyelembe véve a különböző felhasználók eltérő preferenciáit.
A lamellás tárcsákra összpontosítunk amelynek lamellái csiszolószalagokból készülnek amelyek különböző hordozókra felvitt csiszolószemcsék. Léteznek ugyanis csiszológyapjúból készült lamellás tárcsák és kombinált lamellás tárcsák is, amelyek felváltva vannak ellátva csiszolószalag és csiszológyapjú lamellákkal a tárcsatesten. Esetenként találkozhatunk kivágásokkal ellátott lamellás tárcsákkal is (ezeket cut-out, vision vagy transparent tárcsáknak nevezzük), amelyeknél a megmunkálandó anyag felülete látható munka közben (1. ábra).
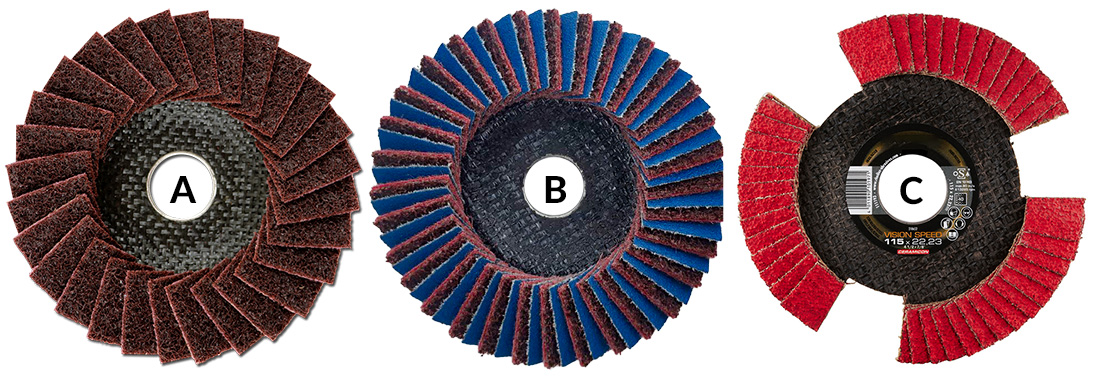
1. ábra. Csiszológyapjús lamellás tárcsa (A), kombinált lamellás tárcsa (B), lamellás tárcsa kivágásokkal (C)
A lamellás tárcsák nemcsak a fémek felületének megmunkálására, festék- és korrózióeltávolításra alkalmas betétszerszámok, hanem alkalmasak zord ipari körülmények között történő felhasználásra is.

2. ábra. Példák a különböző átmérőjű és befogású lamellás tárcsákra
Különböző átmérőjű, alakú, szemcsenagyságú és csiszolóanyag-típusú tárcsáklat gyátranak. A hagyományos sarokcsiszolókban használt csiszolótárcsák leggyakoribb átmérője 115, 125 és 150mm (2. ábra A). Kivételesen 180 és 230mm-es átmérővel is találkozhatunk. Mindezen betétszerszámok középfuratának átmérője 22,2mm, ami megfelel a sarokcsiszoló karima átmérőjének.
A finomabb megmunkáláshoz vagy a nehezebben hozzáférhető területeken történő megmunkáláshoz kisebb átmérőjű speciális lamellás tárcsák is rendelkezésre állnak. Termékkínálatunkban 100mm-es lamellás tárcsákat talál 16,0mm-es központi furattal kis sarokcsiszolókhoz (2. ábra B). A közeljövőben 50mm átmérőjű mini lamellás tárcsákat (2. ábra C) is felveszünk a gyártási programunkba egyenes csiszolókban való használatra.
Ezek a szerszámok úgynevezett quick-change típusú R (3. ábra A) vagy S (3. ábra B) gyorscsatlakozóval vannak ellátva.
Mindenekelőtt az alkalmazott csiszolószemcse mérete és típusa határozza meg a termék elsődleges alkalmazási területét. Általánosságban elmondható, hogy a lamellás tárcsákat elsősorban csiszolásra szánják. Ennek oka, hogy a leggyakoribb szemcseméretek P40-től P120-ig terjednek, és csak kivételesen vannak ennél finomabbak. A csiszolás és a polírozás közötti határvonal nem rögzített, és a két művelet a munka jellegétől függően keveredik egymással.
A P120-as szemcseméret nagy fémszerkezetek megmunkálásakor polírozásnak tekinthető, de más műveleteknél nem biztos hogy polírozásnak tekinthető még a P1000-nél finomabb szemcseméret sem.
A csiszolás és a polírozás egyaránt az anyagok felületkezelési eljárása, de céljuk, módszerük és eredményeik eltérőek:

3. ábra. A mini-LK befogás két különböző változata
- A köszörülés az a munkafolyamat amikor a munkadarab anyagát egy betétszerszám csiszolószemcséi segítségével eltávolítják. A köszörülés célja nagyobb mértékű anyag eltávolítása, alakformálás, a kívánt méretek elérése és a felület előkészítése a további folyamatokhoz. Az egyenetlenségek, éles élek vagy durva felületi rétegek eltávolítására szolgál.
- A polírozás az anyag felületkezelése mechanikai, kémiai, elektrolitikus vagy ultrahangos módszerekkel. Célja a rendkívül sima és fényes felület elérése. Ez az eljárás javítja az esztétikai megjelenést, és javíthatja a funkcionális tulajdonságokat is, mint például a korrózióállóságot vagy a súrlódáscsökkentést.
Ezt a két technikát mindig egymás után alkalmazzák, a csiszolás az első lépés, majd a polírozás következik a kívánt végső megjelenés és felületi minőség elérése érdekében.
Cikkünkben előzetesen a P40-es csiszolószemcse mérettel foglalkozunk (a fő alkotóelem - a csiszolószemcsék - átlagos mérete ennél a szemcseméretnél 0,44mm, a jobb elképzelhetőség érdekében, körülbelül fele akkora, mint egy mákszem), amelyek a legkelendőbbek és a legszélesebb körben használtak, elsősorban durva csiszolásra és gyors anyagleválasztásra. A finomabb csiszolóanyagokkal ellátott lamellás tárcsáknak, bár első pillantásra nagyon hasonlónak tűnnek, teljesen más alkalmazásuk van, következésképpen minőségük megítélésénél más kritériumokat kell figyelembe venni.
Tehát a P40 szemcseméretű lamellás tárcsák mely paraméterei a legfontosabbak a minőségük meghatározásában (lásd alább, hogy miért lenne helyesebb a „tulajdonságai“ kifejezés)? Mivel ez az általánosan használt legdurvább szemcse, ezért elsősorban:
- az anyagleválasztási sebesség (az egységnyi idő alatt eltávolított anyag tömege)
- a tárcsa teljes elhasználódásáig leválasztott anyag össztömege*
- 1 gramm anyag eltávolítására eső költség
* A lamellás tárcsa teljes kopását olyan állapotnak tekintjük, amikor a lamellák szinte teljes felülete „elkopott” (4. ábra), és a lamellákat a tárcsatesthez rögzítő ragasztó kezd megjelenni a lamellák maradványai között (5. ábra).
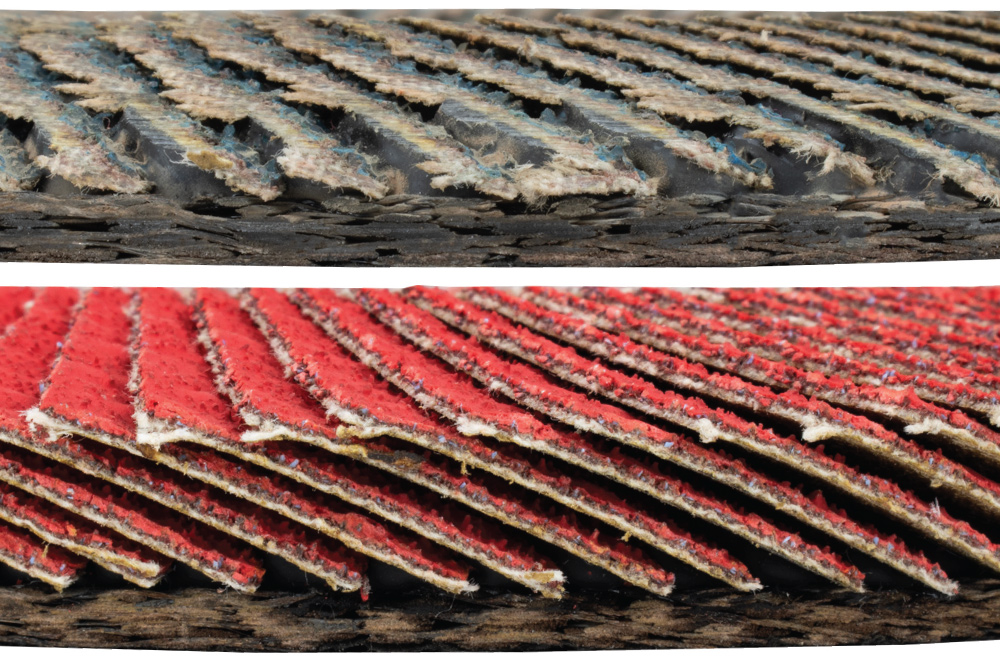
4. ábra. Az elkopott és az új lamellás tárcsa éle oldalnézetben
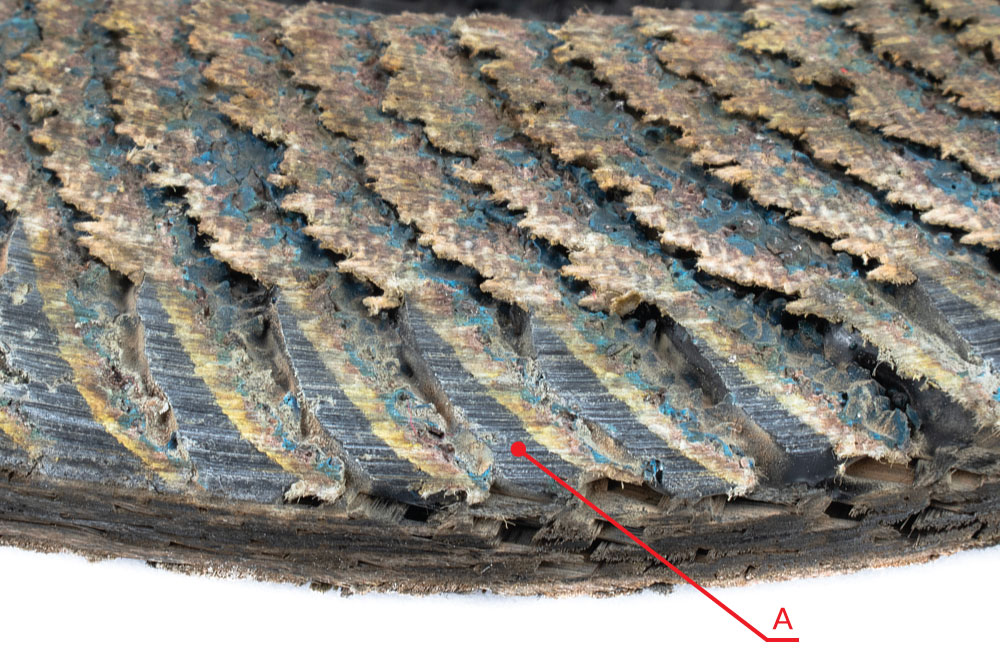
5. ábra. Látható ragasztó (A) a kopott lamellás tárcsa lamellái között
Az ilyen lamellás tárcsával való további munka már nem hatékony, és ki kell cserélni egy újjra. Aktív felülete nagyon kevés csiszolóanyagot tartalmaz, valamint a ragasztó közvetlenül érintkezik a megmunkálandó anyaggal, amit szaglással is érzékelhet - csiszoláskor égett gumi vagy műanyagra emlékeztető szagot érezhet.
Mi befolyásolja a lamellás tárcsa minőségét?
A lamellás tárcsa a gyártási folyamat szempontjából egyszerű termék, legalábbis például egy klasszikus préselt és hőkezelt csiszolótárcsához képest. Három fő alkotóeleme van (6. ábra):
- csiszolószalag
- ragasztó
- tárcsatest
A tányér alakú tárcsatest nem befolyásolja a lamellás tárcsa végső minőségét, a gyártás során használt hordozótárcsa kiválasztása a végtermék biztonságát és árát befolyásolja. A legtöbb esetben 6-8 réteg gyantával erősített üvegszálas hálóból készült tárcsát használnak, a rétegek száma határozza meg a merevséget/szilárdságot/hajlíthatóságot. Alternatív megoldás a műanyag tárcsatestek használata, amelyek azonban drágábbak. Ezek bizonyos előnyökkel rendelkeznek az üvegszálas tárcsatestekkel szemben: nagyobb az ellenállásuk a csiszoláskor keletkező hőmérséklettel szemben, könnyebben újrahasznosíthatóak és atraktívabb a megjelenésük (többféle színben kaphatók).
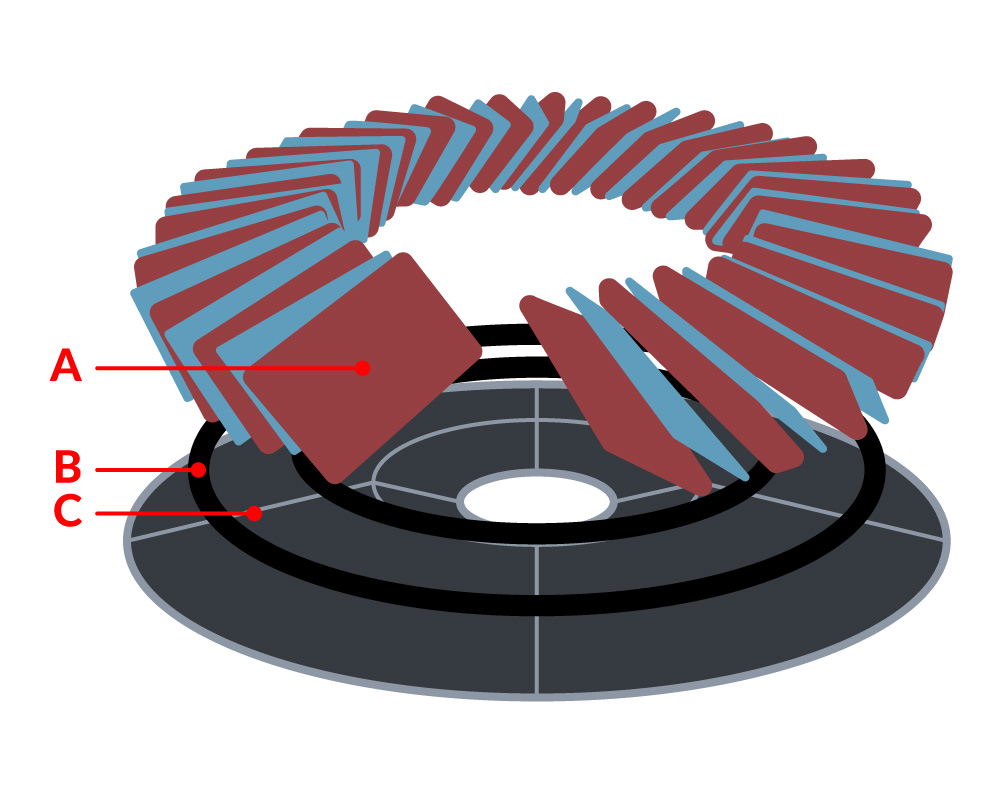
6. ábra. A lamellás tárcsa gyártásához szükséges összetevők: csiszolószalag lamellák (A), ragasztó (B), tányér alakú tárcsatest (C)
A a műanyag tárcsatestek előnye, hogy egyenetlen kopásuk esetén lehetséges a felesleges élek esztergával történő eltávolítása. Ha a perem már teljesen elkopott, de a közepén még maradt csiszolóanyag, a tárcsa ezzel az eljárással „végig” használható. A kérdés az, hogy érdemes-e ezt megtenni. A műanyag tárcsatestek használata is nagyrészt regionális szokás kérdése, Olaszországban például igen népszerűek.
A tányér alakú tárcsatestek T27 (lapos) és T29 (kúpos) változatban kaphatók (7. ábra). A T27 tárcsatest lapos alakja a sugárirányban elhelyezett lamellákkal kombinálva lehetővé teszi a megmunkálást egy vonal alkú érintkezési felülettel (példa erre a HERMAN LS-20 Canta). Ezzel szemben a T29 lemezlap kúpos alakja a radiálisan elhelyezett lamellákkal kombinálva jelentősen megnöveli az érintkezési felületet és nagyobb szögben történő csiszolást tesz lehetővé (HERMAN LS-10 Area).

7. ábra. Lapos (T27-es típus) és kúpos (T29-es típus) tárcsatest
A ragasztó nem befolyásolja a minőséget, de a szerszám biztonsága szempontjából meghatározó elem. Szerepe az, hogy biztosítsa a lamellák és a tárcsatest közötti biztonságos kapcsolatot. Ha a ragasztó mennyisége nem elegendő, a nagy centrifugális erő és a lemez anyagra gyakorolt nyomása miatt a lamellák leszakadhatnak a hátlapról, és sérülést okozhatnak. A ragasztó meglehetősen drága, a tárcsa teljes költségének körülbelül 25 százalékát teszi ki, ezért célszerű a gyártás során az optimális mennyiségű ragasztót használni, azaz annyit, hogy a lamellák biztonságosan rögzüljenek a tárcsatesthez, de nem fölöslegesen sokat.
A Csiszolószalag. Ez határozza meg, hogy a végtermék milyen tulajdonságokkal fog rendelkezni. Azonban még ebben az esetben sem ilyen egyszerű a dolog. Ha a részletekbe akarnánk belemenni, és a csiszolószalag minőségéből levezetni a tárcsa minőségét, akkor ezt is apró darabokra bonthatjuk...
- a használt csiszolóanyag típusa
- a csiszolóanyag szemcsemérete
- a tárcsatest típusa
- a csiszolóanyag-részecskék hordozóközegre történő felhordásának módszere
- az alkalmazott kötőanyag vagy fedőrétegek
A csiszolószalagokról (helyesebben, a csiszolóanyagokról különböző hordozókon) már részletesebben írtunk a múltban.
Említsük meg azonban legalább a legfontosabb paramétereket:
A használt csiszolóanyag típusa: a leggyakrabban használt csiszolóanyagok a korund, a cirkónium, a kerámia és a szilíciumkarbid. E csiszolóanyagok mindegyikét különböző változatokban gyártják, amelyek kémiai összetételükben vagy a gyártási folyamat részleteiben különböznek egymástól. A különböző változatok tulajdonságai is jelentősen eltérhetnek, különösen a felhasználás körülményeitől függően.
A csiszolóanyag szemcsemérete: a lamellás tárcsák leggyakrabban használt szemcsemérete a P40, P60, P80 és P120 a FEPA szemcseméret táblázat szerint.
A hordozó közeg, a csiszolóanyag felhordásának módja és a fedőrétegek jelentősen befolyásolják a csiszolószalag végső tulajdonságait. Kevesen tudják, de az alkalmazott csiszolószalagok megfelelő hordozóközegének megválasztása nagyon jelentős hatással van a lamellás tárcsa teljesítményére és hatékonyságára az idő múlásával. Ez a kérdés nagyon széleskörű, és egy későbbi cikkben részletesen tárgyaljuk.
A hordozó közeg típusa és a csiszolóanyag felhordásának módja mellett a lamellás tárcsa élettartamát nagyban befolyásolja az is, hogy hány, milyen hosszú és milyen széles lamellát helyeztek el a tárcsatesten. Más szóval, hogy mennyi csiszolóanyagot hordoz az elkészült tárcsa. A gyártók ezt a paramétert különböző megnevezésekkel különböztetik meg, pl. a 8. ábrán látható LOW-density (A), MID-density (B), HIGH-density (C).

8. ábra. Azonos típusú lamellás tárcsák különböző csiszolóanyag mennyiséggel
Könnyen kiszámíthatjuk, hogy ha 66 darab 18mm hosszúságú lamellát használunk egy lamellás tárcsa gyártásához, akkor a felhasznált csiszolószalag teljes hossza 1188mm lesz, míg 88 darab 23mm hosszúságú lamella esetén 2024mm, ami majdnem a duplája. Egy ilyen tárcsa már vastagabb, ránézésre is masszívabb, azt a benyomást keltve, hogy „ennek valamit ki kell bírnia...”. Csiszolási tulajdonságait tekintve ugyanolyan (vagy nagyon hasonló) lesz, mint a „vékonyabb”, de lényegesen nagyobb lesz az élettartama. Ha az ügyfélnek fontos az ár/teljesítmény arány, akkor az ilyen „vastagabb” tárcsákat kell választania, mivel ezek költséghatékonyabbak (a csiszolóanyag az előállítási költség kb. egyharmadát teszi ki, de a hordozólemezt és a ragasztót még az olcsóbb változatnál is fel kell használni). Ami a mi gyártmányainkat illeti, a 125mm átmérőjű, P40 szemcseméretű tárcsa 72 darab 20mm hosszú és 30mm széles lamellával van felszerelve, így a felhasznált csiszolóanyag mennyiségét tekintve a fent említett tartomány közepére helyeznénk, azaz a „mid-density“ kategóriába tartozik.
Ha össze akarjuk hasonlítani a különböző lamellás tárcsák tulajdonságait, akkor figyelembe kell vennünk, hogy a kritikus paraméterek pontos mérésénél számos „változó” játszik szerepet, amelyek jelentősen befolyásolhatják a kapott értékeket. Ezért gondoskodnunk kell arról, hogy vizsgálatukat azonos körülmények között végezzük el.
Főleg ezekről a változókról van szó:
- a vizsgálathoz használt anyag típusa és alakja
- a sarokcsiszoló típusa, teljesítménye és fordulatszáma
- a csiszolónak a megmunkálandó anyagra gyakorolt nyomása
- a csiszológép mozgási sebessége a megmunkálandó anyaghoz viszonyítva
- a tárcsa aktív felületének dőlésszöge a munkadarabhoz képest
Zárszó
Ebben a cikkben a lamellás tárcsák alapvető jellemzőit és minőségértékelési kritériumait ismertettük. A folytatásban részletesebben foglalkozunk a csiszolószalagok hordozóanyagával, és miután ezt a kérdést tisztáztuk, áttérhetünk a lamellás tárcsák minőségének és élettartamának vizsgálati módszertanának ismertetésére.
Kulcsszavak: lamellás tárcsák, csiszolás, csiszoló betétszerszámok, tányér alakú tárcsatest, ragasztó, csiszolószalag, sarokcsiszolók
Források:
A HERMAN cég belső műszaki és oktató dokumentációi

 Köszönjük, az értékelést hozzáadtuk
Köszönjük, az értékelést hozzáadtuk
 Nem válaszolt helyesen a kvíz kérdésekre
Nem válaszolt helyesen a kvíz kérdésekre

Mikulas Tóth –
Zaujímavé rady, ďakujem.
Érdekes tanács, köszönöm.
Lefordítani a szöveget Eredeti szöveget mutatniPapp Sándor –
Fontos tudnivalók vannak a cikkben
Petr Šindelář –
Fajnová věc
Szép dolog
Lefordítani a szöveget Eredeti szöveget mutatniMichal –
Zaujímavý článok
Érdekes cikk
Lefordítani a szöveget Eredeti szöveget mutatniSilvia Hanzelová –
Zrozumiteľné a výstižne napísané.
Érthetően és tömören megírva.
Lefordítani a szöveget Eredeti szöveget mutatniMartin –
poučné
tanulságos
Lefordítani a szöveget Eredeti szöveget mutatniTomáš Vojík –
není lamela jako lamela. Je potřeba vždy vědět co chci brousit
nem olyan lamella, mint a lamella. Mindig tudnod kell, mit akarsz darálni
Lefordítani a szöveget Eredeti szöveget mutatniJán Antolik –
zaujímavé čítanie
érdekes olvasmány
Lefordítani a szöveget Eredeti szöveget mutatniJuraj –
zaujímavý článok
érdekes cikk
Lefordítani a szöveget Eredeti szöveget mutatniRenáta Sliwková –
Lamelové kotouče jsou sortimentem, který se prodává na naší prodejně. Je vždy přínosem vědět o výrobě a použití co nejvíce.
A flip tárcsák egy olyan választék, amelyet üzletünkben értékesítünk. Mindig előnyös, ha minél többet tudunk a gyártásról és felhasználásról.
Lefordítani a szöveget Eredeti szöveget mutatniLibuša –
Poučné.
Tájékoztató.
Lefordítani a szöveget Eredeti szöveget mutatnitibor –
veľmi dobre čítanie
nagyon jó olvasmány
Lefordítani a szöveget Eredeti szöveget mutatniPavol Hanzel –
Veľmi hodnotný článok
Nagyon értékes cikk
Lefordítani a szöveget Eredeti szöveget mutatni