 Magyarország
Magyarország
Hogyan használjuk helyesen a gyémánt vágótárcsákat fugavágáshoz
A legismertebb és leggyakrabban használt gép beton- vagy aszfaltfelületek vágásához a fugavágó. A vágószerszám pedig egy megfelelő átmérőjű gyémánt vágótárcsa. Első ránézésre úgy tűnhet, hogy itt nincs semmilyen műszaki probléma – hiszen „csupán” kétféle alapanyagról van szó: aszfaltról vagy betonról.
A kétféle vágótárcsa közötti választásnak egyszerűnek kellene lennie – elegendő tudni, hogy mekkora átmérő szükséges a rendelkezésre álló vágógéphez, mekkora a középső furata, hogy illeszkedjen a tengelyre és a felfogóperemre – és kész.
De vajon valóban így van?
Elsősorban tisztában kell lennünk azzal, hogy az aszfalt és a beton esetében két teljesen eltérő alapanyagról van szó. Az aszfalt egy puha, abrazív anyag, amelyet a kőolaj legnagyobb sűrűségű, legmagasabb forráspontú komponenséből készitenek. Ez a finomítás utolsó terméke, és az útépítés során főként finomszemcsés zúzott kő adalékanyaggal együtt használják – soha nem tiszta aszfaltról van szó.
A beton esetében szintén nem egyszerű a helyzet. Sokan a teljesen kikeményedett „öreg” betonra gondolnak, amikor betont említenek, azonban létezik friss vagy nem teljesen kikeményedett beton is. Ráadásul a beton összetétele is eltérő lehet, ami befolyásolja tulajdonságait – lehet vasalatlan, vasalt stb. – de erről bővebben a következő cikkben lesz szó.
A fugavágó (1. ábra) leggyakrabban belső égésű motorral, ritkábban elektromos motorral működő gép. Lehet kézi vagy gépi előtolású, és mindig rendelkezik víztartállyal – ez kulcsfontosságú tényező a gyémánt vágótárcsák használatakor.
A fugavágó legfőbb előnye a pontos, rázkódásmentes vágás lehetősége. Éppen ezért elsősorban betonfelületek dilatációs fugáinak vágására, illetve aszfaltfelületek vágására használják, például földmunkák előtti vágásokhoz. Mindkét feladat precíz és merőleges vágási vonalat igényel – amit megfelelően kiválasztott fugavágóval és jó minőségű vágótárcsával aránylag könnyen el lehet érni.

1. ábra. Fugavágó
Figyeljünk a vágótárcsák felcserélésének veszélyere!
Ha új vágótárcsáink vannak, valószínűleg megfelelő jelölésekkel rendelkeznek, így nem fog tévedni. De mi a helyzet akkor, ha a címke, a gravírozás vagy más típusú jelölés már olvashatatlanná vált? És mi történik, ha téved?

2. ábra. Alávágás a tárcsa testén a szegmensek alatt
Alapvető szabály: minél keményebb az anyag, annál puhább kötőanyagú a vágótárcsa, és minél abrazívabb az anyag, annál keményebb kötőanyagú a tárcsa – ez egy nem megkerülhető szabály, és egy ilyen tévedés komoly károkat okozhat.
Ha az aszfalt vágásához olyan tárcsát használunk, amelyet kikeményedett betonhoz terveztek, akkor az könnyedén és nagyon gyorsan fog vágni. Ennek az az oka, hogy a szegmensek kötőanyaga puha, így a vágási szegmensek nagyon gyorsan fognak kopni.
Fennáll az úgynevezett alávágás (alácsiszolás) veszélye is a szegmensek és a tárcsa testének találkozási pontjánál (2. ábra). Ezen a területen az erősen abrazív vágott anyag gyorsan koptatja a tárcsa testét.
A kemény anyagok vágására tervezett gyémánt vágótárcsák nem ellenállók az ilyen abrazív hatásokkal szemben, és nincsenek olyan szerkezeti elemeik, amelyek növelnék a kopásállóságukat ezzel a jelenséggel szemben.
Ennek következménye a tárcsatest falvastagságának csökkenése, végül pedig a szegmensek leválása, ami súlyos munkabalesetet is okozhat.
Most nézzük a fordított esetet: ha beton vágásához aszfaltra való tárcsát használunk.
Az abrazív anyagokhoz készült tárcsák – azaz az aszfalt vágására alkalmas tárcsák – kemény kötőanyaggal rendelkeznek. A munka elején egy ideig viszonylag jól vágnak, de azután majd nagyon lassan vagy egyáltalán nem vágnak - azért, mert a kezdetben éles gyémántszemcsék gyorsan eltompulnak, és a helyükön maradnak, mert a kemény kötőanyag nem akarja elengedni őket. A szegmensek fényesre fognak „polírozódni”, a tárcsa pedig akár meg is éghet. Ideiglenes megoldásként segíthet a tárcsa „újraélezése” azáltal, hogy belefűrészelünk egy erősen abrazív anyagba, például egy homokkő tömbbe. Azonban, ha ezt túl gyakran kell megismételni, az zavaróvá válik, és végül nem marad más lehetőség, mint a tárcsa cseréje.
Hogyan ismerjük fel első pillantásra az aszfaltvágó tárcsát?
A jó aszfaltvágó tárcsa rendelkezik úgynevezett védőszegmensekkel. Ezek általában kétféle kialakításban léteznek: ferde (3. ábra A) vagy „kalapácsos” (3. ábra B) kivitelben.
A ferde szegmenseket leggyakrabban lézerhegesztéssel rögzítik a tárcsa testéhez, főként az alacsonyabb gyártási költségek miatt. Az ilyen módon rögzített szegmensek esetében akár szárazon is lehet vágni, de ezt csak kivételes esetekben tegye meg.
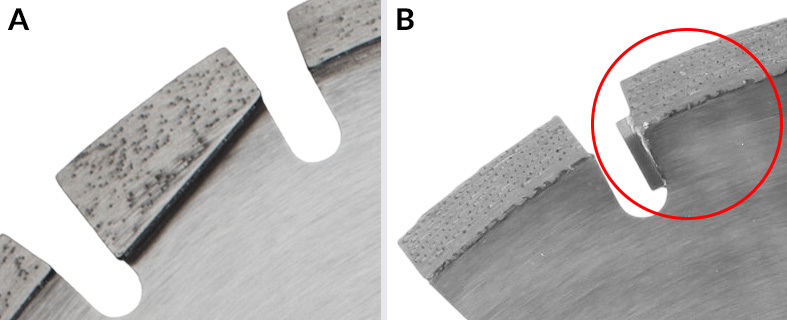
3. ábra. Ferde (A) és kalapácsos (B) védőszegmensek

4. ábra. Védőszegmensek (A) az aszfaltra való tárcsán
Ebben az esetben méretes, egyenlőtlen szárú trapéz alakú szegmensekről van szó. Például a mi HERMAN BD-65 Asphalt (300-450 mm) aszfaltra készült gyémánt vágótárcsáink kisebb fugavágókhoz három védőszegmenssel rendelkeznek, amelyek 120°-os szögosztásban helyezkednek el (4. ábra A). Minden szegmens 12mm magas, de a védőszegmensek élének magassága akár 20mm is lehet.
Ezeknek a szegmenseknek nemcsak az a feladata, hogy megvédjék a többi szegmenst a túl korai kopástól, hanem az is, hogy megakadályozzák az alávágást.
A kalapácsos szegmensek azonban gyakran forrasztással kerülnek rögzítésre, magas ezüsttartalmú forraszanyag alkalmazásával, amely a szegmens és a tárcsa acél teste közé kerül. Az ilyen típusú kötés azonban alacsony hőállósággal rendelkezik, ezért a gyémánt vágótárcsát mindig vízzel kell hűteni.
Egy speciális verzió a HERMAN BD-66 Asphalt 600mm átmérőjű, aszfaltra készült vágótárcsa, ahol minden harmadik szegmens védőszegmens – tehát a 42 szegmenses tárcsában 14 védőszegmens található. A védőszegmensek magas száma nemcsak aszfalt vágására, hanem olyan anyag vágására is alkalmassá teszi, amely valószínűleg minden fugavágó számára rémálom – friss betonra.
A gyémánt vágótárcsák a fugavágók számára a teljesen kikeményedett betonhhoz nem rendelkeznek védőszegmensekkel.
Hogyan vágjunk helyesen
A helyes vágáshoz néhány szabályt be kell tartani. Ismételjük át a legfontosabbakat:
Technikai szabályok:
- válasszuk ki a megfelelő átmérőjű vágótárcsát, annak középső és rögzítő nyílását
- ellenőrizzük a helyes forgásirányt
- biztosítsunk elegendő vizet a vágás során
Munkafolyamatbeli szabályok:
- a vágás megkezdése előtt várjuk meg, amíg a gép eléri a maximális fordulatszámot, és csak utána engedjük a tárcsát lassan a vágásba
- munka közben ne gyakoroljunk túl nagy nyomást – a tárcsának könnyedén kell vágnia
- minél keményebb az anyag, annál kisebb nyomás és lassabb előtolás
- amikor vasalatba ütközünk, legyünk óvatosak – haladjunk lassan, amíg a tárcsa át nem vágja
Nézzük meg részletesebben a fordulatszámot és a vágási mélységet – ezek a két tényező jelentős időt és pénzt takaríthat meg számunkra...
Fordulatszám
Első pillantásra nincs probléma. A legtöbb fugavágón nincs lehetőség a fordulatszám szabályozására. Jó azonban tudni, hogy aszfalt vagy beton vágása során a kerületi sebességnek 40-60m/s között kell mozognia. A legtöbb fugavágó tengelyének fordulatszáma úgy van beállítva, hogy a maximális vágótárcsa átmérő alkalmazása mellett is a megengedett kerületi sebességen belül maradjon, amely általában 63m/s. Tehát nem kell semmit oldani. Feltételezhető, hogy senki nem fogja szétszerelni és eltávolítani a védőburkolatokat, hogy nagyobb tárcsát rögzítsen a tengelyre, mint ami elő van írva – ellentétben az sarokcsiszolóval, ahol ez gyakran előfordul.
A szokásos vágótárcsa átmérők 300-350-400-450mm – ritkán 500mm – de a 600mm már meglehetősen népszerű méret. Ezen kívül léteznek olyan kevésbé gyakori tárcsák is, amelyek átmérője akár 1200mm is lehet, esetleg még nagyobb.
A fugavágón nyugodtan használhatunk kisebb átmérőjű tárcsát is. Ez különösen akkor előnyös, ha nem kell a gép által megengedett maximális mélységig vágni, ami könnyen 2-3 fokozatot jelent a tárcsa mérettartományon belül.
Például egy 450mm maximális átmérőjű tárcsával rendelkező fugavágó esetén, amely 2600 fordulat/perc fordulatszámmal működik (a kis fugavágók szokásos fordulatszáma), a kerületi sebesség 61m/s. Ha kisebb átmérőt használunk, logikusan alacsonyabb kerületi sebesség érhető el. 400mm-es tárcsával ez 54m/s, míg 300mm-es tárcsával éppen hogy meghaladja a 41m/s-ot – tehát még mindig a kívánt 40-60m/s tartományon belül maradunk.
Az egyetlen kivétel az, amikor friss betonba kell vágni.
A vágás mélysége
Nagyobb mélységű vágások esetén nagyon hasznos a vágást több szakaszra osztani – legjobb 6-8cm-es lépésekben. Ezzel jelentősen csökkenthető a vágótárcsa és a fugavágó terhelése, és – bár első pillantásra nem tűnik így – a gyorsabb vágási sebesség is érhető. A tárcsa jobban hűtődik – a víz a sekély fuga alján marad, nem veszik el a túl mély fugában. Éppen ezért jó, ha az utolsó vágás sekélyebb marad. Például egy 10 cm mély fuga vágásakor osszuk fel a mélységet 6+4cm-re vagy 7+3cm-re. Vághatunk ugyanazzal a tárcsával, vagy dönthetünk úgy, hogy az első vágást kisebb tárcsával végezzük. Itt azonban ügyelni kell arra, hogy a következő vágást ne végezzük vastagabb tárcsával, mint az előző vágást. Ez ugyanis túlzott kopást eredményezne a tárcsán és a szegmenseken – a tárcsa mindkét oldalról be lenne szorítva.
Zárszó
Kerülje el a tárcsák összekeverését – a nem megfelelő anyagok vágása a tárcsákon azonnal megmutatkozik. Tartsa be a helyes vágási elveket, a fugavágókkal való vágás bár nem nehéz, de nem is olcsó. Mindig biztosítson elegendő vízellátást, vágjon elővágással mindenhol, ahol csak egy kicsit is lehetséges, és soha ne vágjon szárazon. A vízzel történő hűtés és a por vízzel történő elvezetése jelentősen meghosszabbítja a vágótárcsák élettartamát, és a munka során minimális por keletkezik.
Kulcsszavak: útépítési fugavágó gépek, fugavágók, fugavágó fűrészek, betonvágók, útfelületi fugavágó, gyémánt vágótárcsa betonra, gyémánt vágótárcsa aszfaltra, beton vágása, aszfalt vágása
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
https://www.alibaba.com/showroom/road-cutting-machine-diesel.html




Ezt a cikket még senki nem kommentálta. Legyen Ön az első!