 Magyarország
Magyarország
Az optimális fúrási fordulatszám
A fúrás az egyik leggyakoribb művelet a különböző anyagok megmunkálásánál, legyen az fém, fa vagy műanyag. A sikeres fúrás nem csak a megfelelő fúrószár kiválasztásán múlik. A tiszta és biztonságos fúráshoz vezető egyik kulcsfontosságú tényező a megfelelő forduatszám. A túl magas vagy túl alacsony fordulatszám számos problémához vezethet - sérült fúrószárakhoz és sérült munkadarabokhoz, valamint szükségtelenül bonyolult fúrási folyamathoz.
Kihagyjuk azonban az építőanyagokba, például betonba, téglába, pórusbetonba stb. történő fúrást, mert itt figyelembe kell venni az ütvefúrást – hol, milyet és egyáltalán kell-e használni. Ez pedig meghaladja e cikk kereteit...
Fúrási paraméterek
- n - percenkénti fordulatszám (ford./min.)
- vc - vágási sebesség (m/min)
- fn - előtolás fordulatonként (mm/ford.)
- vf - előtolási sebesség (mm/perc)
- D - fúró átmérője (mm)
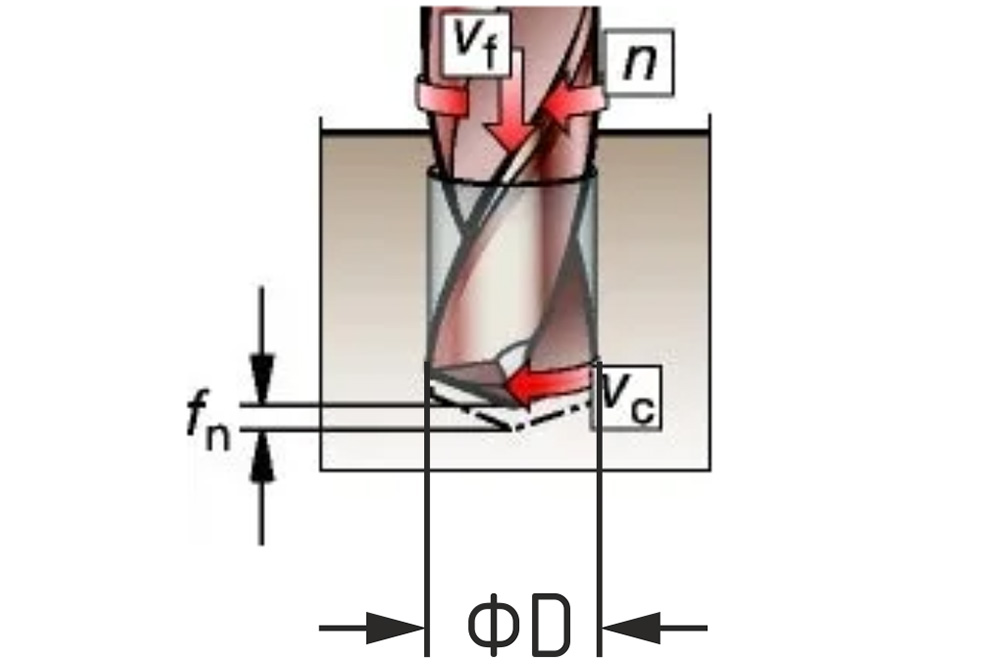
1. ábra. Fúrási paraméterek
Percenkénti fordulatszám RPM - azt jelzi, hogy a fúrószár egy perc alatt hányszor fordul körbe a tengelye körül. Ez a paraméter döntő fontosságú fúráskor, mivel befolyásolja a fúrás sebességét és a folyamat általános hatékonyságát.
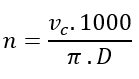
A képlet azt mutatja, hogy minél nagyobb a fúrószár átmérője, annál kisebb fordulatszám szükséges ugyanannak a vágási sebességnek az eléréséhez. Ezzel szemben a kisebb fúrószáraknak magasabb fordulatszámra van szükségük a kívánt vágási sebesség eléréséhez. A fordulatszám közvetlenül befolyásolja a vágási sebességet, a fúrás hatékonyságát és a végső furat minőségét.
Az adott művelethez szükséges fordulatszám kiválasztásakor több tényezőt is figyelembe kell venni:
- A fúrószár átmérője: minél nagyobb a fúrószár átmérője, annál kisebb fordulatszám szükséges. A kisebb átmérőjű fúrókkal ezért nagyobb forduatszámmal dolgoznak.
- A munkadarab: az olyan puha anyagok, mint a fa, nagyobb fordulatszámot igényelnek. Ezzel szemben a kemény anyagok, például fémek vagy beton fúrásakor alacsonyabb fordulatszámot kell választani, hogy elkerüljük a betétszerszám túlmelegedését és károsodását.
- Az anyag hőtani tulajdonságai: a gyorsan felmelegedő anyagok (egyes műanyagtípusok vagy vékony fémek) alacsonyabb fordulatszámot és gyakoribb hűtést igényelnek az anyag deformálódásának vagy sérülésének elkerülése érdekében.
A megfelelő forduatszámszabályozás azért is fontos, mert befolyásolja a fúrószárnak az anyagban való haladásának sebességét. A túl alacsony fordulatszám a fúrószár elakadását okozhatja, vagy nem vág tiszta felületű furatot, míg a túl magas fordulatszám túlmelegedéshez és a fúrószár vagy az anyag károsodásához vezethet.
Tipp: Ha az optimálisnál alacsonyabb forduatszámmal fogunk fúrni, kevesebbet hibát fogunk véteni, mint fordított esetben.
A vágási sebesség (vc ) – a fúrószár vágóélének kerületi sebessége. Ez az a sebesség, amellyel a vágóél a fúrószár külső oldalán lévő pálya mentén mozog forgás közben. Ez a mozgás a fúrószár és az anyag közötti érintkezési ponton történik. A sebességet méter per percben (m/min) mérik, a szerszám fordulatszámának és a fúró átmérőjének a szorzata, és a következő képlettel fejezhető ki:
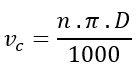
A gyakorlatban a vágási sebességtáblázatokat gyakran a betétszerszámok műszaki dokumentációjában adják meg. A vágási sebesség nagyon fontos paraméter, mert befolyásolja a fúrás minőségét. A különböző anyagok különböző vágási sebességet igényelnek - például fémek esetében alacsonyabb vágási sebességet használnak, mint puha anyagok, például fa esetében.

2. ábra. Különböző típusú HSS spirálfúrószárak
A HSS fúrószárak fém munkadarabok fúrására szolgálnak (2. ábra). Az alapanyag neve (HSS = High Speed Steel = gyorsacél) már magában foglalja, hogy nagyobb vágási sebességet lehet velük elérni. De ezek a fúrószárak is különböznek alapanyag összetételükben, és végső tulajdonságaikat különböző adalék - ötvözőanyagok befolyásolják.
Fordulatonkénti előtolás (fn ) – ez az előtolás a szerszám forgástengelyének irányában történik, és azt adja meg, hogy a fúrószár egy fordulat alatt milyen távolságra hatol előre a munkadarabba. Ez a paraméter egy másik kulcsfontosságú tényező, amely befolyásolja a fúrás hatékonyságát, a furatfelület minőségét és a szerszám élettartamát. Beállítása a fúrandó anyagtól, a fúrószár méretétől és a kívánt felületi minőségtől függ.
A megfelelő fordulatonkénti előtolás alapvető fontosságú a fúrószár kopásának megelőzésében és a jó forgácsleválasztás és elvezetés biztosításában.
Az előtolás hatása a fúrás minőségére:
- Túl kicsi előtolás: túlzott súrlódáshoz vezethet, ami a fúrószár túlmelegedését, a fúrási sebesség csökkenését és a szerszám tompulását okozhatja.
- Túl nagy előtolás: növeli a fúrószárra gyakorolt nyomást, ami töréshez vagy túl gyors anyageltávolításhoz vezethet, csökkentve a furat felületi minőségét.
Ajánlott előtolási sebességek:
- Fém: a fordulatonkénti előtolás acél és keményebb anyagok esetén 0,1-0,2 mm/ford. között mozog a fúrószár méretétől és az anyag keménységétől függően.
- Fa: az előtolás nagyobb lehet, különösen ha a fa puhább, például akár 0,4 mm/ford.
- Műanyagok: a műanyagok érzékeny előtolásbeállítást igényelnek, hogy megakadályozzuk az olvadásukat - általában 0,1-0,2 mm/ford. körül.
Fúrás fémbe
A fémbe fúrás az egyik legnagyobb kihívást jelentő feladat, mivel a fémeknek nagy sűrűsége és keménysége. Ha a fúrószár túl nagy fordulatszámon dolgozik, akkor túlmelegszik és gyorsan kitompul.
Ötvözetlen acél:
- Jellemzők: alacsonyan ötvözött acél
- Példák: szerkezeti acél (S235), alacsony széntartalmú szénacél
- Vágási sebesség (vc ): 20–30m/min.
- Nagyobb fúrószár átmérők esetén csökkentse a fordulatszámot a szerszám túlmelegedésének elkerülése érdekében
- Megfelelő fúrószár: HERMAN DM-10 (3. ábra)

3. ábra. HERMAN QDM-10 HSS-R DIN 338 fúrószár készlet fémre

4. ábra. Fúrószár fémre HERMAN DM-20 HSS-G DIN 338
Ötvözött acél:
- Jellemzők: acél, amelyhez a keménység és a tartósság növelése érdekében olyan ötvözőelemeket adnak hozzá, mint a króm, a nikkel vagy a molibdén
- Példák: szerszámacélok, szerkezeti acélok (42CrMo4)
- Vágási sebesség (vc ): 12–25m/min.
- Az ötvözött acélok keményebbek, ezért kisebb sebességet és megfelelő hűtést igényelnek a fúrás során
- Megfelelő fúrószár: HERMAN DM-20 HSS-G (4. ábra)
Rozsdamentes acél:
- Jellemzők: krómtartalmú acél, amely korrózióálló, de nehezen megmunkálható
- Példák: ausztenites rozsdamentes acél (AISI 304)
- Vágási sebesség (vc ): 6–12m/min.
- Rozsdamentes acél fúrásakor használjon elegendő hűtőfolyadékot a fúrószár és az anyag túlmelegedésének megakadályozására
- Megfelelő fúrószár: HERMAN QDM-40 HSS-E Co 5% (5. ábra)

5. ábra. HERMAN QDM-40 HERMAN QDM-40 DIN 338 fúrószár készlet fémre

6. ábra. HERMAN DM-30 HSS-G TiN fúrószár fémre
Alumínium és könnyűfémek:
- Jellemzők: lágy és könnyen megmunkálható anyagok, jó hővezető képességgel
- Példák: alumíniumötvözetek (AW-6061), duralumin
- Vágási sebesség (vc ): 35–120m/min.
- Alumínium és könnyűfémek fúrásakor használjon nagyobb sfordulatszámot és rendszeresen távolítsa el a forgácsot
Réz- és bronzötvözetek:
- Jellemzők: lágy fémek, de nagy vezetőképességgel és korrózióállósággal
- Példák: réz (Cu), bronz
- Vágási sebesség (vc ): 20–60m/min.
- Réz és bronz fúrásakor fontos a kenés a túlmelegedés és a fúrószár eltömődésének megelőzése érdekében
- Megfelelő fúrószár: HERMAN DM-30 HSS-G TiN (6. ábra)
Fába fúrás
A fa olyan anyag, amely lehetővé teszi a nagyobb fordulatszám használatát, de fontos különbséget tenni a különböző fafajták között.
Puhafa:
- Jellemzők: könnyen megmunkálható, kisebb sűrűségű fa
- Példák: fenyő, lucfenyő, jegenyefenyő
- Vágási sebesség (vc ): 15–30m/min.
- A puhafa fúrásakor nagyobb sebességet is használhat, de próbálja meg nem túlhevíteni a fúrószárat, és rendszeresen távolítsa el a forgácsot
- Megfelelő fúrószár: HERMAN QDW-10 (7. ábra)

7. ábra. HERMAN QDW-10 fúrószár készlet fára

8. ábra. HERMAN DW-11 HSS M2 fúrószár fára
Keményfa:
- Jellemzők: nagy sűrűségű és ellenálló fa, amely nagyobb pontosságot és türelmet igényel a fúráskor
- Példák: tölgy, bükk, dió
- Vágási sebesség (vc ): 10–20m/min.
- A keményfa kisebb fordulatszámot és lassabb előtolást igényel, hogy elkerülje a fa repedését vagy a furat károsodását
- Megfelelő fúrószár: HERMAN DW-11 HSS M2 (8. ábra)
Műanyagba fúrás
A műanyagok lágy és hőérzékeny anyagok, ami azt jelenti, hogy fúrás közben felmelegedhetnek és deformálódhatnak.
Puha műanyagok:
- Jellemzők: rugalmas műanyagok, amelyek nagyobb hő hatására hajlamosak a deformációra
- Példák: polietilén (PE), polipropilén (PP)
- Vágási sebesség (vc ): 10–15m/min.
- Lágy műanyagok esetén használjon kisebb fordulatszámot és éles fúrószárat, hogy elkerülje a műanyag megolvadását és a fúrószárra tapadását
- Megfelelő fúrószár: HERMAN DM-31 HSS-G TiN (9. ábra)
Kemény műanyagok:
- Jellemzők: nagy merevségű és ütésállóságú műanyagok
- Példák: PVC, akril (plexiüveg), polikarbonát
- Vágási sebesség (vc ): 10–35m/min.
- Kemény műanyagok fúrásakor fontos, hogy alacsony fordulatszámot használjunk, és biztosítsuk a hűtést, hogy megakadályozzuk az anyag megolvadását
- Megfelelő fúrószár: HERMAN DM-31 HSS-G TiN (9. ábra)

9. ábra. HERMAN DM-31 HSS-G TiN marófúró
Tipp: Műanyagok fúrásakor használjon alátétet, hogy megakadályozza az anyag megrepedését, amikor a fúrószár kilép a munkadarabból.
Kerámia és üveg fúrása
Törékeny anyagokkal, például kerámialapokkal és üveggel való munka esetén szükséges, hogy nagyon alacsony fordulatszámon és természetesen ütvefúrás nélkül dolgozzon.
Kerámia és porcelán:
- Jellemzők: kemény, de törékeny felületek, amelyek helytelen fúrás esetén megrepedhetnek
- Példák: fürdőszobai és konyhai csempe, porcelán csempe
- Vágási sebesség (vc ): 10–20m/min.
- A fúrás elején alacsony fordulatszámon és nagy nyomás nélkül kezdje a fúrást, hogy elkerülje a csempe sérülését. A fúrás kezdetén ragasztószalagot ragaszthat a felületre, hogy megakadályozza a fúróhegy elcsúszását

10. ábra. HERMAN QDC-61 négyélű TCT fúrószárak készlete
Üveg:
- Jellemzők: rendkívül törékeny anyag, amely túlzott nyomás vagy helytelen technika hatására könnyen eltörhet
- Példák: ablaküveg, edzett üveg, üvegvitrinek
- Vágási sebesség (vc ): 4–10m/min.
- Üveg fúrásakor gyémánthegyű fúrószárakat használjon, és a legalacsonyabb fordulatszámmal kezdje. A jobb eredmény érdekében vízhűtés ajánlott az anyag repedésének megelőzése érdekében
- Megfelelő fúrószár: HERMAN QDC-61 Glass (10. ábra)
A táblázatban szereplő számok az ajánlott vágási sebességgel számított fordulatszámot adják meg az adott fúrószárátmérőhöz viszonyítva.
| Anyag | Ajánlott vágási sebesség vc [m/min] | Fúrószár átmérő D [mm] / ajánlott fordulatszám | |||||
| 2 | 4 | 6 | 8 | 10 | 12 | ||
| Szerkezeti acél (S235) | 20 | 3185 | 1592 | 1062 | 796 | 637 | 531 |
| Ötvözött acél (42CrMo4) | 12 | 1911 | 955 | 637 | 478 | 382 | 318 |
| Rozsdamentes acél (AISI304) | 6 | 955 | 478 | 318 | 239 | 191 | 159 |
| Alumínium ötvözet (AW-6061) | 35 | 5573 | 2787 | 1858 | 1393 | 1115 | 929 |
| Bronz | 20 | 3185 | 1592 | 1062 | 796 | 637 | 531 |
| Puhafa (Fenyő) | 15 | 2389 | 1194 | 796 | 597 | 478 | 398 |
| Keményfa (Bükk) | 10 | 1592 | 796 | 531 | 398 | 318 | 265 |
| Puha műanyag (PE) | 10 | 1592 | 796 | 531 | 398 | 318 | 265 |
| Kemény műanyag (PVC) | 10 | 1592 | 796 | 531 | 398 | 318 | 265 |
| Kerámia | 10 | 1592 | 796 | 531 | 398 | 318 | 265 |
| Üveg | 4 | 637 | 318 | 212 | 159 | 127 | 106 |
1. táblázat. A különböző anyagok ajánlott fúrási fordulatszámait tartalmazó táblázat
Zárszó
A fúrási fordulatszám helyes megválasztása és a megfelelő betétszerszám kiválasztása kulcsfontosságú a különböző anyagok sikeres és biztonságos fúrásához. Az optimális fordulatszám használata nemcsak a furatok minőségét javítja, hanem a szerszámok élettartamát is meghosszabbítja, és minimalizálja az anyag sérülésének kockázatát. Kemény anyagok fúrásakor elengedhetetlen a kenőanyagok, például hűtőfolyadék vagy vágóolaj használata. Ezek az anyagok segítenek csökkenteni a súrlódást és a hőmérsékletet, megakadályozva a fúrószár túlmelegedését és meghosszabbítva annak élettartamát.
Ezekkel az ajánlásokkal bármilyen fúrási projektnek biztonsággal nekivághat, és elérheti, hogy tiszta, pontos furatokat készít, minimálisra csökkentve a fúrószár vagy az anyag sérülésének kockázatát.
Kulcsszavak: fúrás, fúrószár fordulatszáma, vágási sebesség, fúrás fémbe, fúrás fába, fúrás optimalizálása, HSS fúrószárak, vágóolaj
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
https://cprp.sti-beziers.fr/wp-content/uploads/2020/08/COURS-SANDVIK-FORMULES.pdf

 Köszönjük, az értékelést hozzáadtuk
Köszönjük, az értékelést hozzáadtuk
 Nem válaszolt helyesen a kvíz kérdésekre
Nem válaszolt helyesen a kvíz kérdésekre

Mikulas Tóth –
Áno tie otáčky sú dobré dodržiavať aby nám dlho vydržal vrták. Ďakujeme za článok.
Igen, jó követni azokat a fordulatokat, hogy a fúró sokáig kitartson. Köszönöm a cikket.
Lefordítani a szöveget Eredeti szöveget mutatniMartin –
Praktické rady na jednom mieste. Veľmi jednoducho a stručne napísané a vysvetlené.
Gyakorlati tanácsok egy helyen. Nagyon egyszerűen és tömören megírva és elmagyarázva.
Lefordítani a szöveget Eredeti szöveget mutatniJosef –
Velice dobře napsaný článek plný nových užitečných informací
Nagyon jól megírt cikk, tele új hasznos információkkal
Lefordítani a szöveget Eredeti szöveget mutatniRenáta Sliwková –
Dozvěděli jsme se mnoho přínosných informací.
Sok hasznos információt tudtunk meg.
Lefordítani a szöveget Eredeti szöveget mutatni