 Magyarország
Magyarország"Smirglik" nagyító alatt
A csiszolóanyagokat különböző hordozókon, amelyeket gyakran "smirgli"-nek neveznek, olyan sok helyen használják, hogy biztosan mindenki találkozott már velük. Kevesen tudják azonban, hogy milyen különböző tulajdonságokkal rendelkezhetnek ezek a termékek, miben különböznek egymástól, és hogyan lehet kiválasztani az adott alkalmazáshoz legmegfelelőbbet.
Mik is tehát a csiszolóanyag hordozókon?
Olyan csiszolóanyagok, amelyeken az egyes csiszolószemcsék kötőanyaggal kapcsolódnak a hordozóhoz.
Ezeket a csiszolóanyagokat általában 1600-2200 mm szélességű, 1,2-4,0 tonna tömegű, nagyméretű tekercsek formájában gyártják. Ezeket aztán az alkalmazásnak megfelelően feldolgozzák (vágják, lyukasztják) a kívánt formára, lapok, szalagok, tekercsek, hengerek stb. formájában. A csiszolópapír valószínűleg a leggyakoribb csiszolóanyagtípus.
Számos más, általánosan használt és kapható ilyen típusú termék is létezik, hogy csak néhányat említsünk, mint például a fíbertárcsák, a lamellás tárcsák a csiszolószalagok stb. (1. ábra).

1. ábra. Csiszolóanyagok hordozókon
A múlt és a jelen
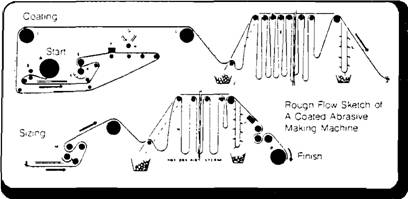
2. ábra. Az első dokumentált csiszolóanyag-gyártósor
A csiszolóanyagok nem számítanak nagy újdonságnak.
Az első említés, amely leírja gyártási módszerüket, 1808-ból származik. Az égetett és őrölt habkövet (vulkáni eredetű, üveghez hasonló, erősen porózus kőzetet ) lakkal keverték, és ecsettel vitték fel a papírra.
A maihoz hasonló csiszolóvásznat 1831-ben találta fel Angliában Samuel Lothrop (2. ábra). Ő homokot és porrá tört üveget használt ragasztóval keverve.
Napjainkban a csiszolóanyagok gyártása egy kifinomult gyártási folyamat, amely modern gyártósorokon több lépésben zajlik (3. ábra).
Előállításuk legfontosabb szakaszai közé tartozik a gyanta felvitele a hordozó közegre, a hordozó közeg bevonása csiszolószemcsékkel, az ezt követő kikeményítés alagútkemencében, további fedőrétegek felvitele, a végső kikeményítés és a késztermék tekercselése vagy feldolgozása (a kívánt méretekre és formákra történő feldarabolás).
A szlovák szakterminológia ezen a területen nem magállapodott és néha félrevezető, ezért a gyakorlatban gyakran egyértelmű és közismert angol kifejezéseket használnak. A csiszolóanyagokat hordozókon világszerte "coated abrasives" néven ismerik.
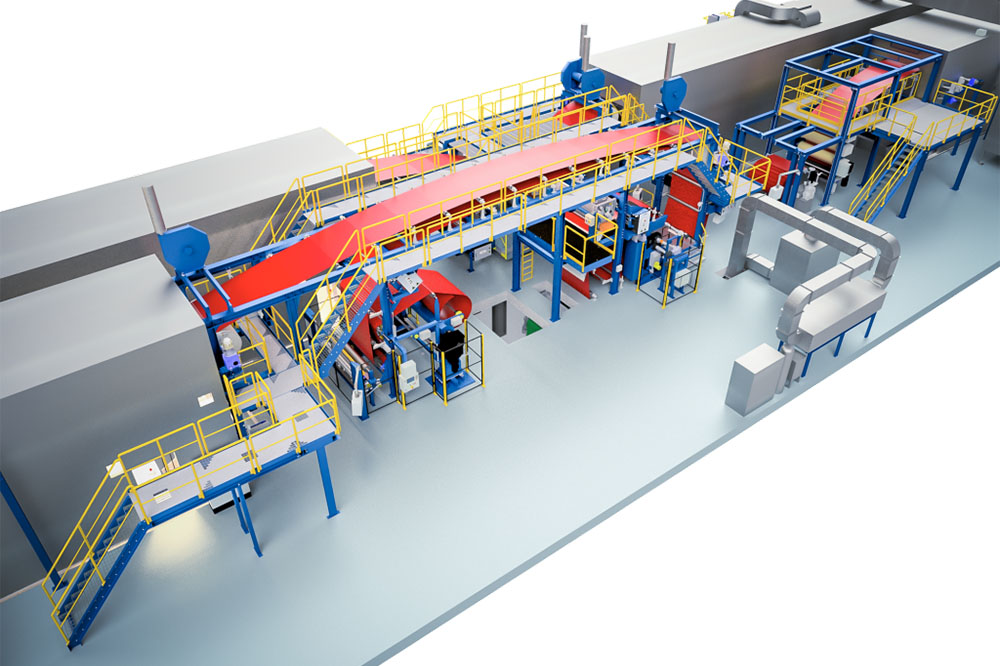
3. ábra. A csiszolóanyagok előállítása jelenleg
Ez az iparági szegmens egyébként hatszor nagyobb, mint rokona, a kötött csiszolóanyagok, (ang. bonded abrasives), amelyek közé a jól ismert vágó- és csiszolótárcsák gyártása tartozik.
A csiszolóanyagokat több szempont szerint különböztetjük meg:
- a használt csiszolóanyag típusa
- a használt csiszolóanyag szemcsemérete
- a hordozó anyag típusa ( az alátét anyaga)
- a csiszolóanyag sűrűsége a hordozóanyagon
- a végtermék felületi kezelése
1. Csiszolóanyag
A leggyakrabban használt csiszolóanyagok: iparilag előállított korund (alumínium-oxid - Al2O3), cirkónium vagy kerámia alumínium-oxid. Speciális alkalmazásokhoz olyan anyagokat használnak, mint a szilíciumkarbid vagy a zúzott üveg. Ezen anyagok tulajdonságait részletesen a "Korund, cirkónium, kerámia..." című cikk tárgyalja. Az alkalmazandó csiszolóanyagot mindenekelőtt a megmunkálandó anyag határozza meg.
2. A csiszolóanyag szemcsemérete (grain size)
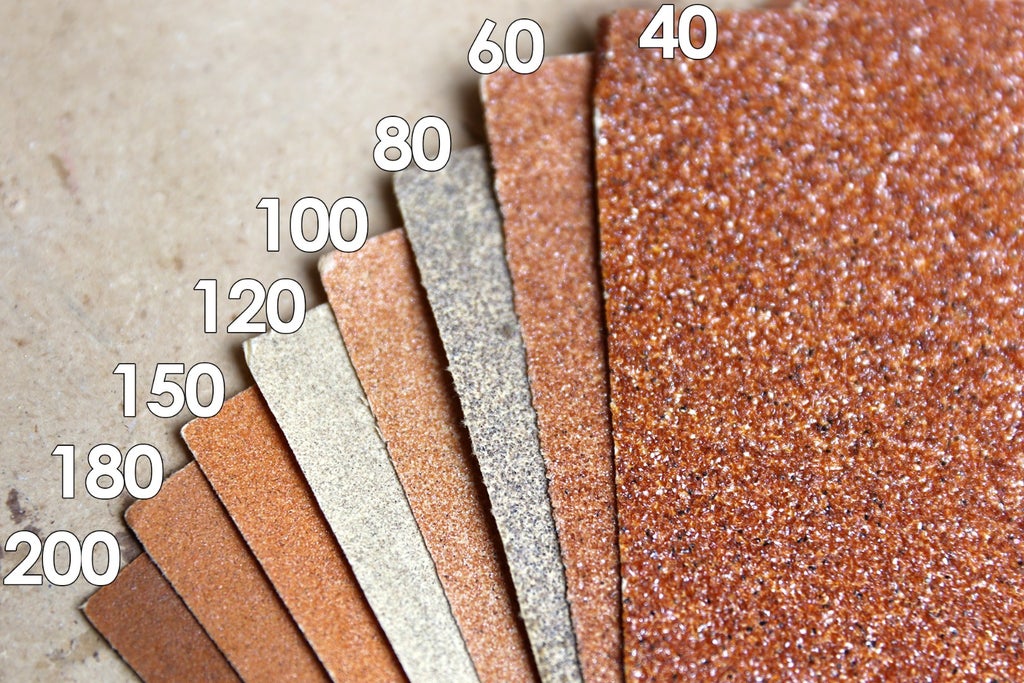
4. ábra. Különböző szemcseméretű csiszolóanyagok hordozókon
A csiszolóanyagok nagyon széles szemcseméret-tartományban kaphatók. A csiszolóanyag szemcseméretét az egyes csiszolószemcsék átlagos mérete határozza meg (4. ábra).
Ez a kérdéskör meglehetősen terjedelmes, és a méretskáláknak több meghatározása is létezik, de a hordozóra felvitt csiszolóanyagok esetében a legtöbb gyártó a FEPA (The Federation of European Producers of Abrasives) táblázata szerint adja meg a szemcseméretet (1. táblázat).
A magasabb szemcsenagyság kisebb csiszolószemcséket és ennek következtében finomabb csiszolóanyagot jelent. A szemcseméret előtt szereplő "P" betű azt jelenti, hogy a szemcseméret-tartományt a FEPA módszertana szerint adják meg, ami egy íratlan szabvány az ilyen típusú termékre.
A szemcseméret-osztály meghatározásán azt kell érteni, hogy olyan keverékről van szó, amely a szemcseméret-osztály helyes összetétele esetén más szemcseméreteket is tartalmaz, de az osztályba tartozó szemcsék aránya 70%.
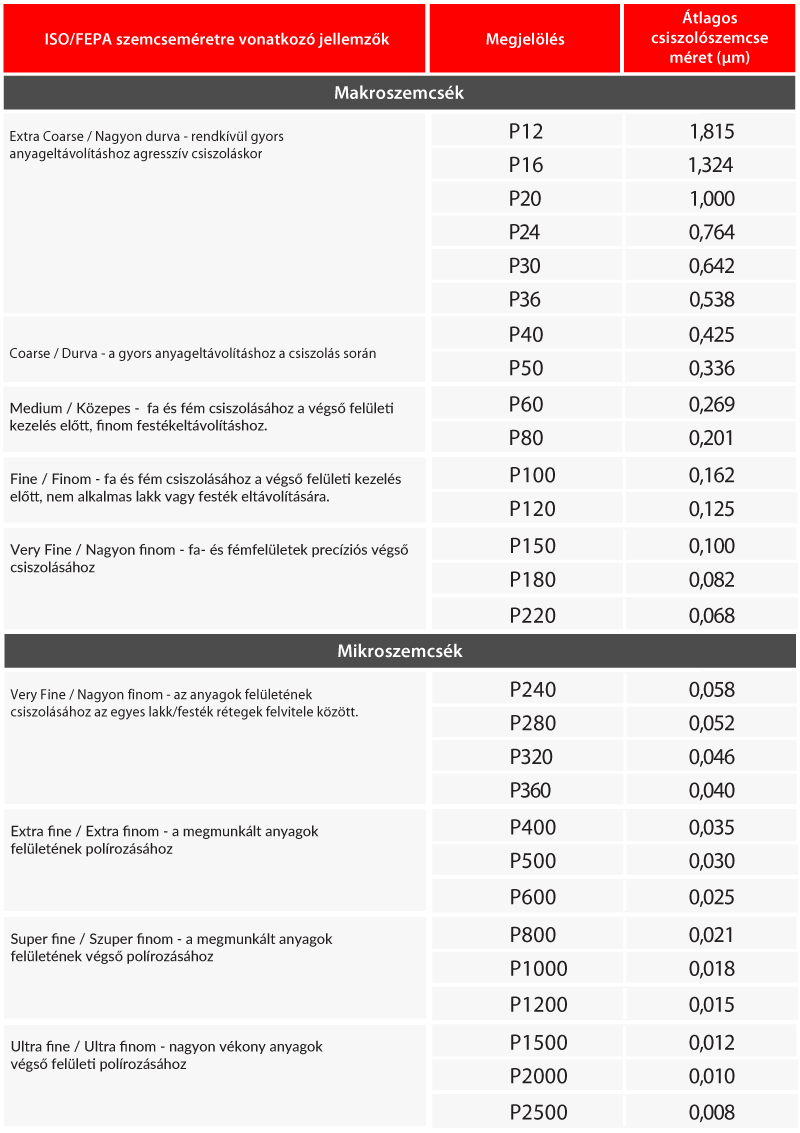
1. táblázat: FEPA/ISO szemcsemérettáblázat
3. A hordozóanyag típusa
Hordozóközegeként a legkülönbözőbb anyagokat használják, amelyek vastagságban, de különösen merevségben/hajlékonyságban és tartósságban/szilárdságban, és ezért kopási sebességben/élettartamban is különböznek. Ez a két tulajdonság ellentétes, ami azt jelenti, hogy minél nehezebb/merevebb a hordozóanyagként használt anyag, annál nagyobb a végtermék tartóssága, de ez a rugalmasság rovására megy.
A leggyakrabban használt hordozóanyagok:
- poliészter film
- papír
- pamut alapú szövet (cotton)
- pamut és poliészter szövet kombinációja (poly-cotton)
- poliészter
- vulkanizált szálak (vulcanised fibre)
Mindezek az anyagok különböző vastagságban és keménységben használhatók, így a hordozók tulajdonságai még finomabban skálázhatók.
A tartósság/kopásállóság és a rugalmasság arányát az 5. ábra mutatja.
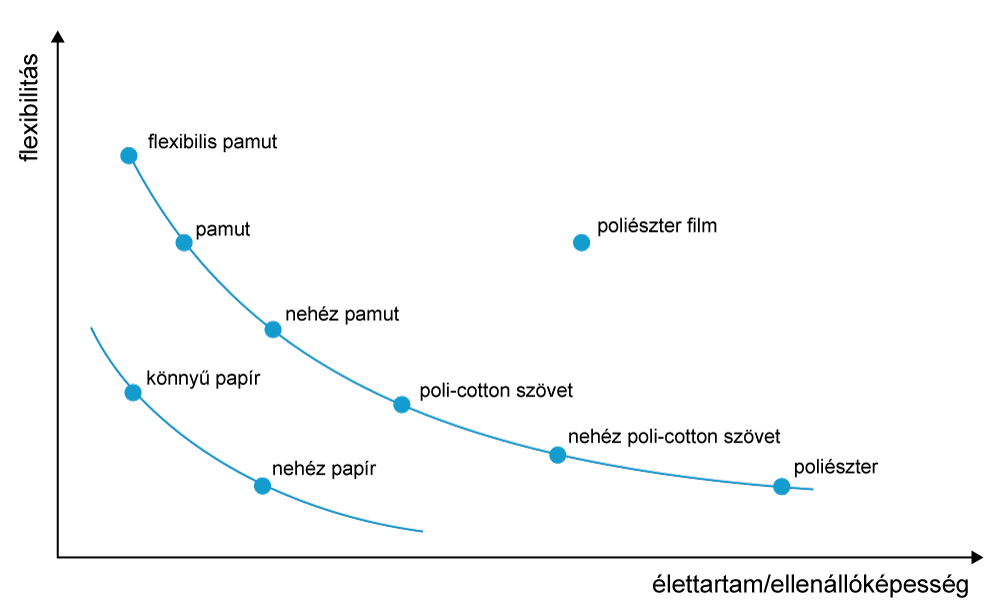
5. ábra. A hordozóanyagok típusai - hordozók
Logikus, hogy vékonyabb és könnyebb hordozókat használnak a finom csiszolóanyagokhoz, és vastagabb és merevebb hordozókat használnak az agresszívebb anyagmegmunkáláshoz szükséges csiszolóanyagok előállításához.
4. A csiszolószemcsék elhelyezkedésének sűrűsége
A hordozó csiszolószemcsékkel való lefedettségét az határozza meg, hogy mennyi helyet töltenek ki csiszolószemcsék a hordozón, illetve mennyi hely marad kitöltetlenül.
A csiszoanyagokat általában a hordozó csiszolószemcsékkel való lefedettségének három szintje szerint gyártják (6. ábra).
- open coating – a hordozó felületének körülbelül 50%-át borítják csiszolószemcskék (egyes gyártók 30-60%-os tartományt jelölnek meg)
- semi-open coating - a hordozó felületének kb. 75%-át borítják csiszolószemcskék (egyes gyártók 50-75%-os tartományt jelölnek meg)
- closed coating – a hordozó csaknem teljes felületét csiszolószemcskék borítják
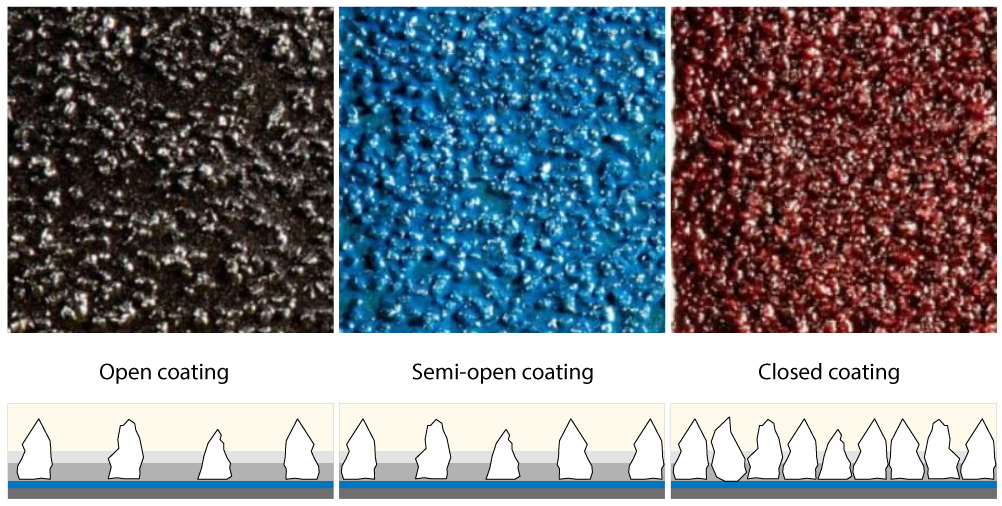
6. ábra. A csiszolószemcsék elhelyezkedésének sűrűsége
Úgy tűnhet, hogy a csiszolóanyag nagy sűrűsége a hordozóanyagon mindig előnyös. A szemcsék közötti nagyobb szabad tér azonban a csiszolószerszámok hosszabb élettartamát eredményezheti. Ennek oka, hogy a több szabad tér jobb légáramlást tesz lehetővé, ami munka közben hűti a csiszolóanyagot. Ezenkívül - a csiszolószemcsék közötti nagyobb hézagok megkönnyítik a lecsiszolt anyag távozását a csiszolás helyéről, csökkentve annak valószínűségét, hogy az a csiszolószemcsék közé szorul - azaz "betapad a csiszolószerszám".
Vannak azonban olyan alkalmazási területrek, ahol előnyösebb sűrűn elhelyezni a csiszolószemcséket (closed coating) a betétszerszámon. Ez jellemzően kézi csiszolás keményfa- és fémfelületek megmunkálása esetén. A nagyobb fedettség miatt a csiszolóanyagok agresszívebben csiszolnak, és a csiszolószemcsék közötti kisebb hézagok miatt simább felületet eredményeznek. Ezenkívül - az agresszívebb csiszolás nagyobb darabokat választ le a munkadarab anyagából, amelyek nem szorulnak be a csiszolószemcsék közé. Más szóval, nincs szükség nagyobb hézagra a szemcsék között.
5. A végtermék felületi kezelése
A csiszolóanyag felületi kezelése alatt azt értjük, hogy hány védőréteg van felhordva a csiszolórészecskékre a hordozón.
Ezen a területen még az angol terminológia sem egységes, és minden gyártó a különböző rétegeket "a saját módján" nevezi.
A csiszolóanyag felépítését a 7. ábra mutatja.
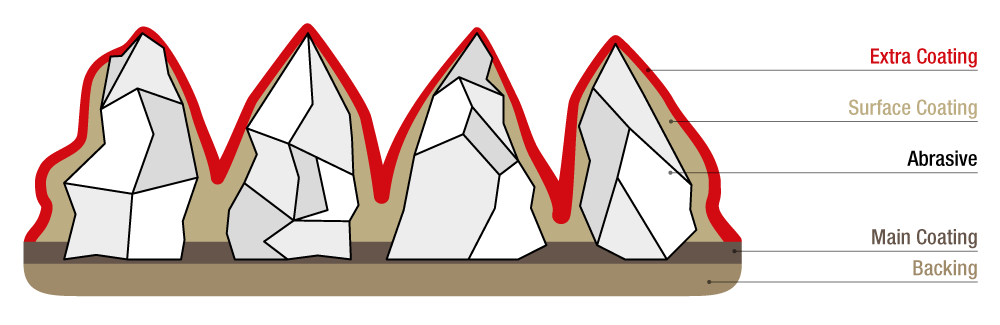
7. ábra. A csiszolóanyag belső szerkezete a hordozón
- Backing - alap / hordozó
- Main coating - (Base coating vagy Make coating egyes gyártóknál) - az alapvető és legfontosabb réteg, amely összeköti a hordozó közeget magával a csiszolószemcsékkel. Az egyes szemcsék "elmerülnek" ebben a rétegben, és az elmerülés mélysége (azaz, hogy a szemcsék térfogatának mekkora része van beágyazódva a kötőanyagba) nagyban meghatározza a végtermék élettartamát. Ez a réteg szintetikus gyantákból áll.
- Abrasive - csiszolószemcsék
- Surface coating - (egyes gyártóknál Size coating) - egy kiegészítő réteg, amely "bevonja" az alsó - alaprétegből kiemelkedő csiszolószemcséket, és így növeli a csiszolóanyag kötési szilárdságát a hordozóközeghez. Ez a réteg gyakran színezőanyagot is hordoz, amely a végterméknek jellegzetes megjelenést kölcsönöz. Jellemzően - a hordozón lévő csiszolóanyagok színkombinációját használják, amely egy pillantásra elárulja, hogy milyen csiszolóanyagot használtak a gyártásukhoz.
- Extra coating - (egyes gyártóknál Super-size coating) - egy kiegészítő bevonat, amely tovább erősíti a csiszolóanyag és a hordozóanyag közötti kötést. Ezt a réteget ritkán használják, és csak a legprémiumabb termékeknél.
Zárszó
A csiszolóanyagok hordozókon nagyon széles témakört ölelnek fel. Egy későbbi cikkben részletesebben tárgyaljuk majd ezek gyakorlati alkalmazását.
Kulcsszavak: csiszolóanyag, smirgli, csiszolószemcse, csiszolótárcsa, lamellás tárcsa
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
https://www.emisupply.com/catalog/article_info.php?articles_id=11
https://en.wikipedia.org/wiki/Sandpaper
https://www.karbosan.com.tr/en



Csaba Kiss –
Hasznos volt!
Érdemes volt elolvasni!
Vincéné Sebestyén –
Egy újabb remekül összefoglalt leírás a csiszolókorongokhoz.
Jakub Borsík –
Super článok vhodný pre úplne každého začínajúceho predajcu.
Nagyszerű cikk minden kezdő eladónak megfelelő.
Lefordítani a szöveget Eredeti szöveget mutatniJindřich Petrášek –
Zajímavý článek.Znalostí není nikdy dost.
Érdekes cikk a tudásból sosem elég.
Lefordítani a szöveget Eredeti szöveget mutatni