 Magyarország
Magyarország
Nem szőtt szerkezetű csiszolóeszközök sarokcsiszolókhoz
Ahol az általánosan használt csiszolóanyagok lehetőségei véget érnek, ott a nem szőtt szerkezetű csiszolóanyagoknak még jók az esélyei. Kiválóan alkalmasak befejező felületi megmunkálásra, széles felhasználási körrel rendelkeznek , annyira sokféle anyag megmunkálására alkalmasak , hogy a többi csiszolóanyagot felülmúlják.
Mik azok a nem szőtt szerkezetű csiszolóanyagok?
Ha nonwoven csiszolóanyagokról, csiszolófilcről, négertárcsáról, csiszológyapjúról, csiszolóanyagot tartalmazó nem szőtt szerkezetű betétszerszámokról beszélünk, akkor ugyanarról a dologról beszélünk – a nem szőtt szerkezetű csiszolóanyagokról. Az alapanyag egy nejlonszálakból készült "pókháló", amely megnyomva szivacsra emlékeztet. A szálak általában nejlonból készülnek, nem szövöttek (innen ered a nonwoven - nem szőtt elnevezés), hanem műgyantával vannak összekötve és csiszolószemcsékkel impregnálva. A csiszolóanyag típusa eltérő lehet, a leggyakrabban használt az alumínium-oxid - korund. Ezzel a módszerrel egy háromdimenziós csiszolóanyag jön létre, amely fontos tulajdonságokkal rendelkezik: rugalmas, alkalmazkodik a munkadarabhoz és hosszú élettartamú.
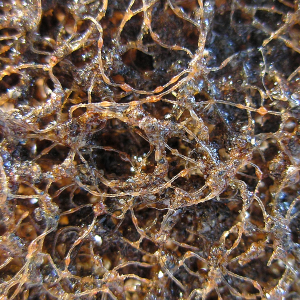
1. Ábra Makrófotó nem szőtt szerkezetű csiszolóanyagról
A csiszolás elméleti tudnivalói
A szálak hálózata úgy viselkedik a térben, mint egy szivacs – ujjal való megnyomás, majd elengedés után visszanyeri eredeti formáját. Ez lehetővé teszi, hogy a csiszolóanyag jobban alkalmazkodjon a felülethez anélkül, hogy csiszolási hibákat okozna. A nem szőtt textíliák ezen tulajdonságaik miatt kiváló választást jelentenek tisztításhoz és felület-előkészítéshez, valamint olyan befejező műveletekhez, mint az éltelenítés, polírozás és dekoratív befejező műveletek.
Bár a nem szőtt csiszolószerszámok rendkívül sokoldalúak, nem az optimális választás az érdes felületi egyenetlenségek eltávolítására. Hatékonyak rozsdamentes acélon, szabványos és ötvözött acélon, színesfém anyagokon és ötvözeteiken, kiválóak alumíniumon, titánon, üvegszálon, műanyagon, sőt fán is.

2. Ábra Példa a felület megmunkálására
Csiszolótárcsák nem szőtt szerkezetű lamellákkal
Az egyik leghasznosabb csiszolószerszám a népszerű lamellás csiszolótárcsa. A csiszolószalagok, amelyekből a lamellás csiszolótárcsákat készítik, korundból, cirkónium korundból vagy különböző szemcseméretű kerámiaszemcsékből készült csiszolófelülettel rendelkeznek, leggyakrabban P40-től (durva) P120-ig (finom).
Az ilyen csiszolószalagok helyett nem szőtt csiszolószalagokat használnak. Abban különböznek egymástól, hogy első ránézésre sokkal vastagabbak és sokkal kevesebb van belőlük.

3. Ábra Csiszolószalag és kész lamellás tárcsa
Hogyan használjuk a nem szőtt csiszolószalagos lamellás tárcsát?
A munkadarab kívánt felületének eléréséhez három változó van a kezünkben:
- A betétszerszám kiválasztása: durva, közepesen durva vagy finom csiszolószemcsékkel
- A betétszerszám fordulatszáma
- A nyomóerő megmunkálás közben
Szerszámváltozatok
A leggyakrabban használt tartományban választhatunk durva, közepes és finom csiszológyapjú között. Igaz, az egyes gyártók szélesebb választékkal rendelkezhetnek - extra durva vagy extra finom, akár "mikro" finom csiszológyapjút is létezik. Azonban figyelembe véve a másik két változót (nyomás és fordulatszám), három alapvető szemcsenagyság is elegendő. A Színükől könnyen felismerhetjük őket: a durva a barna (vörösbarna), a közepesen durva a vörös (bordóvörös) és a finom a kék (ciánkék).
Ezzel összefüggésben el kell mondani, hogy ha amíg a P60-P80 szemcseméreteket a lamellás tárcsáknál közepesnek tekintjük, addig az ilyen szemcseméreteket a csiszológyapjús tárcsáknál durvának tekintjük.

4. Ábra Nem szőtt (Non-woven) csiszolószalagok

5. Ábra Balról: durva, közepesen durva és finom csiszológyapjús tárcsa
A szerszám fordulatszáma
A fordulatszám határozza meg a szerszám sebességét megmunkálás közben. A leggyakrabban használt, 125 mm-es átmérőjű, nem szőtt csiszolóanyagból készült lamellákkal ellátott lamellás tárcsák a 3000 és 9000 ford./perc közötti fordulatszám-tartományban a leghatékonyabbak. A fordulatszám megválasztása itt is a munkadarab anyagától és a megkívánt felületkezeléstől függ. A kisebb fordulatszám a tisztításhoz, a magasabb a polírozáshoz jobb. Emiatt munkavégzéskor állítható fordulatszámú sarokcsiszolót kell használni -így könnyen választhatunk megfelelő fordulatszámot tisztításhoz vagy polírozáshoz.
Nyomóerő
A nem szőtt csiszolószerszámok háromdimenziós szerkezete nem igényel erős nyomást. 1,5 és 3 kg közötti nyomást ajánlunk. A nagyobb nyomás nem gyorsítja a munkát, csak a szerszám idő előtti kopását okozza. A sorja eltávolítására és a kemény anyagok polírozására nagyobb nyomást alkalmazunk, a sarokcsiszolót csak enyhe erővel nyomjuk dekoratív befejező munkákhoz.
Zárszó
A csiszológyapjú eszközök nagyon jól kiegészítik a ragasztott csiszolóeszközöket és bevonatos csiszolóeszközöket. A csiszolószemcse egyenletesen oszlik el a nylon szövetben, ami biztosítja az új szemcse folyamatos "utánpótlását", helyettesítve a kopott szemcsét. Megfelelő sebességgel és nyomással konzisztens, egyenletes felületkezelést érhet el munkadarab színének minimális változásával.
Források:
A HERMAN cég saját technikai és oktatási anyagai
https://www.nortonabrasives.com/en-us/resources/expertise/how-choose-and-use-non-woven-abrasives
https://www.3m.com/3M/en_US/p/d/b40065088/
https://g-wendt.com/en/all-products/nonwoven-abrasive-and-coated-abrasive/

 Köszönjük, az értékelést hozzáadtuk
Köszönjük, az értékelést hozzáadtuk
 Nem válaszolt helyesen a kvíz kérdésekre
Nem válaszolt helyesen a kvíz kérdésekre

Vincéné Sebestyén –
Egy nem mindennapi csiszolókorongról tudtam meg információkat. Biztos ajánlani fogom a vásárlóimnak.
Jakub –
široká škála použitia
felhasználási lehetőségek széles skálája
Lefordítani a szöveget Eredeti szöveget mutatni