 Magyarország
MagyarországAlumínium vágása
A színesfémek vágása problémás. Ez fizikai és kémiai tulajdonságaikból adódik. Ezek a fémek hajlamosak a vágás során a szerszám alatt lágyulni, deformálódni - „megfolyni”, különösen, ha a hőmérséklet a vágás során jelentősen megemelkedik.
A látható végeredmény a munkadarabon keletkezett durva sorja és a munkadarab általános deformációja a széleken a szerszám mozgásának irányában (1. ábra).
Ezért ezen anyagok vágására speciális tulajdonságokkal rendelkező betétszerszámokat fejlesztettek ki, amelyek nagyrészt kiküszöbölik a vágásuk során fellépő nemkívánatos jelenségeket.
Annak megértéséhez, hogy a színesfémek vágása miért okoz más problémákat, mint például az acél vágása, először is magyarázzuk el, hogy miben különböznek a színesfémek a vasfémektől.
Ezt a két fémcsoport tipikus képviselőinek, az alumíniumnak és a vasnak a fizikai és kémiai tulajdonságainak összehasonlításával fogjuk tisztázni.
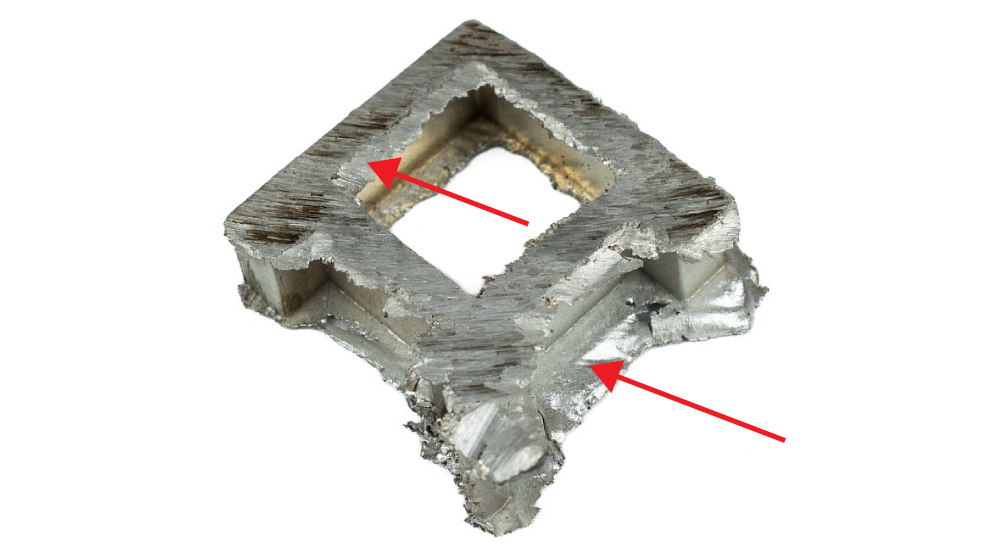
1. ábra. Az alumíniumon keletkezett sorja a vágás után
Mindkét anyag fém, de jelentősen különböznek egymástól:
- sűrűség: a vas nehezebb, fajsúlya 7,87g/cm³, míg az alumínium fajsúlya 2,7g/cm³
- szilárdság: a vas erősebb és keményebb, mint az alumínium
- hővezető képesség: a vasnak lényegesen kisebb a hővezető képessége, mint az alumíniumnak
- olvadáspont: a vas olvadáspontja magasabb, körülbelül 1538°C (alumínium: 660°C)
Ezek a különbségek az atomszerkezetükben és a fémes kötésekben mutatkozó eltérésekből adódnak.
Atomszerkezet: a vas összetettebb kristályszerkezetű, jellemzően köbös tércentrált elrendezésű. Az atomok ilyen elrendezése azt eredményezi, hogy a vas erősebb kötésekkel rendelkezik és ellenállóbb a deformációval szemben. Ezzel szemben az alumíniumnak köbös lapközéppontos kristályszerkezete van, amely könnyebb deformációt tesz lehetővé, mivel ezekben a szerkezetekben több sík van, amelyek mentén az atomok könnyebben elcsúszhatnak.
Atomi kötések: a vas kötései erősebbek, mivel az atom szerkezetében több delokalizált elektron található, ami hozzájárul az erősebb fémes kötésekhez. E kötések felbontásához több energiára van szükség, ami a vas nagyobb keménységét és szilárdságát eredményezi.
Atomtömeg és atomméret: a nagyobb alumínium atomok távolabb helyezkednek el egymástól a kristályrácsban, ami csökkenti a köztük lévő kölcsönhatások erősségét.
Vannak egyéb különbségek is (mágnesesség, korrózióállóság stb...), de ezek nem befolyásolják az anyag viselkedését megmunkáláskor.
A gyakorlatban azonban ritkán használnak tiszta alumíniumot vagy vasat. Ezekhez a nyersanyagokhoz mindig további adalékanyagokat (ötvözőelemeket) adnak, amelyek úgy változtatják meg az anyag tulajdonságait, hogy a végtermék felhasználási céljának megfeleljen - ezek a célzott tulajdonság változások még nagyobb különbséget okozhatnak a két fém között.
Milyen szerszámokat és módszereket használnak az alumínium vágásához?
Ipari környezetben például kör-, szalag- és gérvágó fémre való fűrészeket használnak, amelyek megfelelő vágási geometriájúak és fogközűek, különösen ott, ahol a vágás pontosságával és tisztaságával szemben nagyobbak az elvárások, valamint a megmunkálandó anyagok különböző vastagságait szükséges vágni. Különösen a gérvágó körfűrésszel lehet kiváló eredményeket elérni, de biztosítani kell, hogy az egyes fogak egyenletes vágást végezzenek, ezért ideális a munkadarab ellenében történő gépi előtolás. A munkadarab és a szerszám hűtése nem szükséges, de segít a még tisztább vágás elérésében, különösen a vastagabb profiloknál. A hűtéshez különböző hűtőközegek használhatók, pl. a fűrészlapok esetében színesfémek vágásakor elsősorban a terpentin.
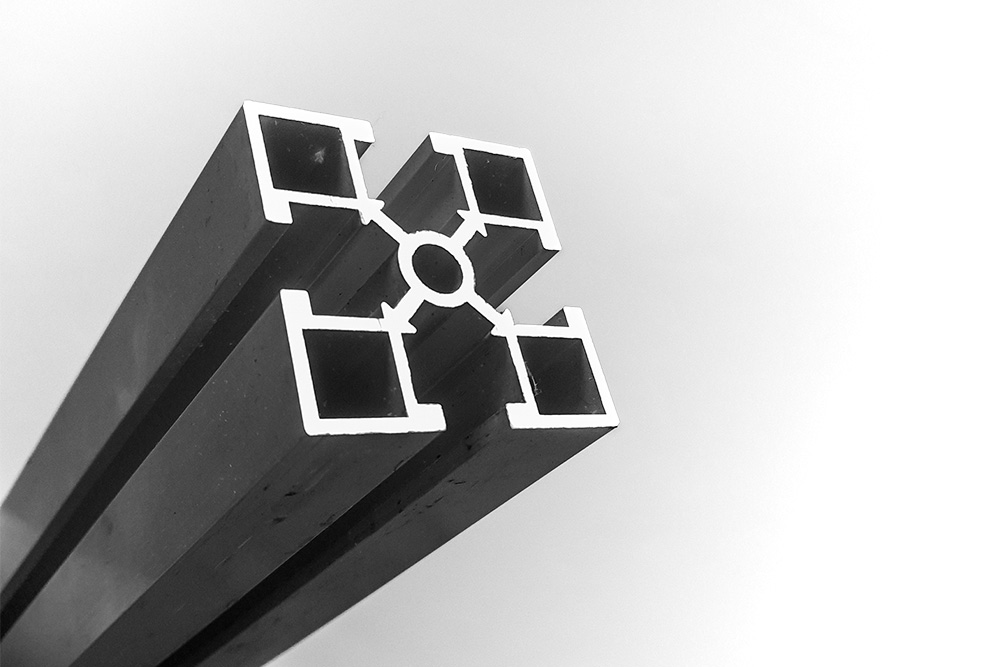
2. ábra. Lézerrel vágott alumíniumprofil vágási felülete
A legigényesebb alkalmazási területeken, ahol még vastagabb munkadarabok tökéletes vágására is szükség van anélkül, hogy a felületet utólagosan csiszolni vagy polírozni kellene, a technikailag fejlett módszerek, például a lézervágás (2. ábra), a nagynyomású vízsugaras vágás vagy a plazmavágás a megfelelő. Az utóbbi két módszerrel óvatosan kell eljárni, mivel hőhatású zónákat hozhat létre a munkadarabon.
Mindezen módszerekhez meglehetősen drága és összetett szerszámokra és technológiákra van szükség.
A színesfémek azonban egyszerűbb, lényegesen olcsóbb mechanikai módszerekkel is vághatók. Különösen az elektromos kéziszerszámokkal történő fűrészelés eléggé elterjedt, legyen szó akár szablya-, szúró- vagy körfűrészről.
Ha van szablyafűrésze, akkor azt sikeresen használhatja alumíniumprofilok vágására. Megfelelő fűrészlap használata esetén az eredmény aránylag kielégítő, de figyelembe kell venni, hogy ha tiszta vágási felületre van szükség, akkor nem kerülhető el a további felületkezelés csiszolással vagy polírozással. Fémek vagy fémprofilok fűrészelésére bármilyen bimetál fűrészlap alkalmas, de a fogak közötti távolságtól és a vágási geometriától függ a vágás sebessége és annak minősége - tisztasága. A legtöbb esetben váltakozó jobb és bal oldalra vezetett mart fogakról van szó, MS vágási geometriával (milld & side set), vagy kisebb távolság esetén hullámos mart fogakról, MWS vágási geometriával (milld & wavy set).
A szemléltetés kedvéért egy 40x40mm-es belső válaszfalakkal rendelkező szerkezeti alumíniumprofilt vágtunk a HERMAN RX-41F SteelCut és a HERMAN RX-61F SteelCut fűrészlapokkal. Az első fűrászlap 4-12mm vastagfalú fémek fűrészelésére készült, 8-10 TPI fogszámmal (2,5-3,2mm fogközzel) és MS vágási geometriával.
A második fűrészlapot 1-4mm vastagságú vékonyfalú fémek vágására tervezték, 18 TPI fogszámmal (1,4mm fogtávolság) és hullámos mart fogakkal, MWS vágási geometriával. A 3. ábrán látható, hogyan néz ki az alumíniumprofil vágási felülete ezekkel a betétszerszámokkal történő vágás után.
Látható, hogy a finomabb fűrészlap esetében a vágás utáni sorja valamivel kisebb. Értelemszerűen a vágás egy kicsit tovább tartott (RX-41F SteelCut - 12 másodperc, RX-61F SteelCut - 15 másodperc).
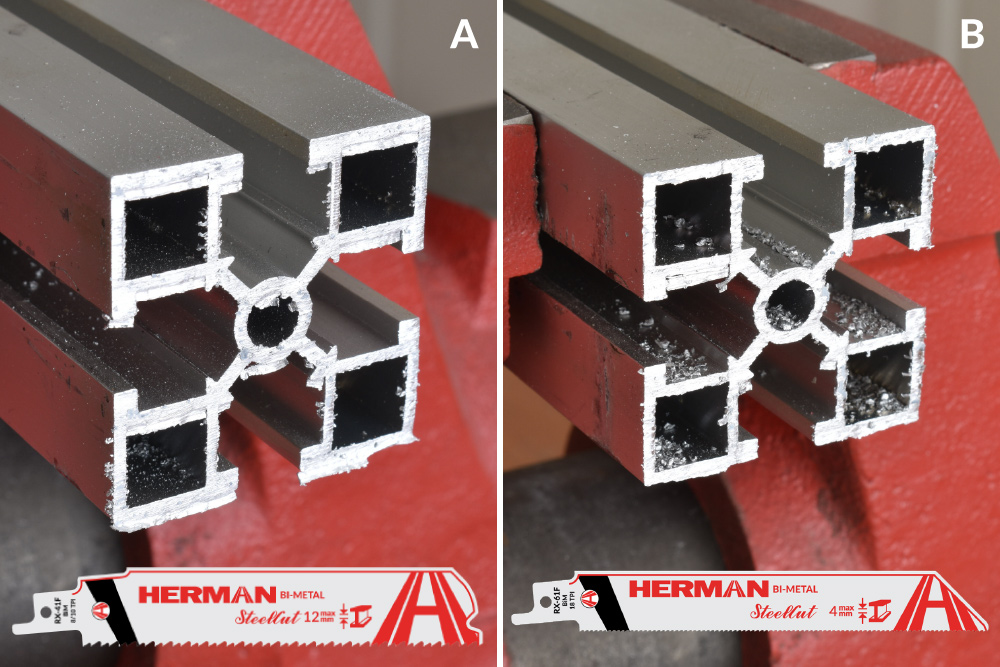
3. ábra. Az alumíniumprofil vágási felülete szablyafűrésszel történő vágáskor. RX-41F SteelCut fűrészlap (A) és RX-61F SteelCut fűrészlap (B)
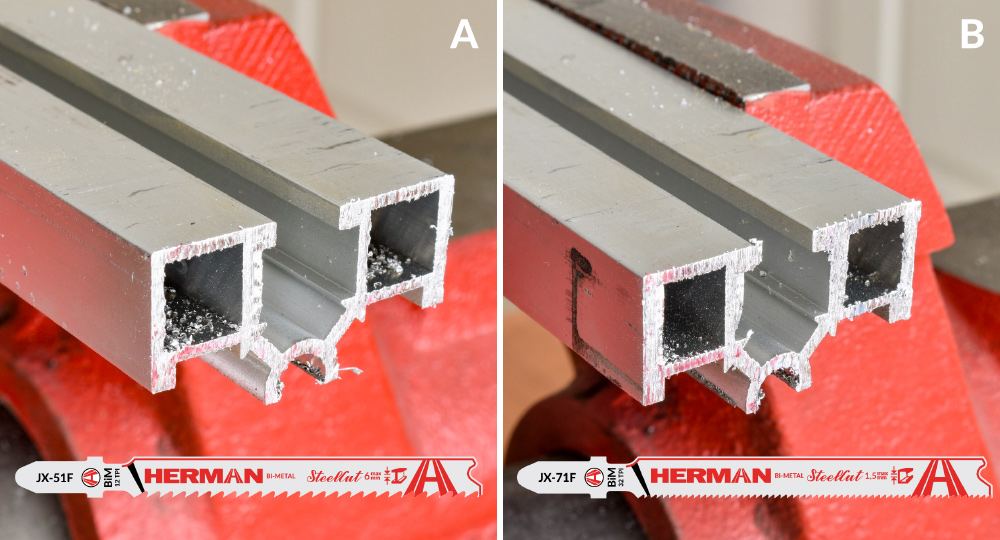
4. ábra. Az alumíniumprofil vágási felülete szúrófűrésszel történő vágáskor. JX-51F fűrészlap (A) és JX-71F fűrészlap (B)
Ha nincs szablyafűrésze, de van egy szúrófűrésze, akkor is vághatja a színesfémeket nagyjából ugyanilyen eredménnyel. Az összehasonlítás kedvéért ismét két különböző tulajdonságú fűrészlapot választottunk: HERMAN JX-51F SteelCut 2,5-6,0mm falvastagságú fémek vágásához, 12 TPI fogszámmal (2,1mm fogköz) és MWS vágási geometriával, valamint HERMAN JX-71F SteelCut vékony, 0,4-1,5mm vastagságú fémlemezek vágásához, 32 TPI fogszámmal (0,75mm fogköz) és MWS vágási geometriával. Ebben az esetben a fűrészlapnak nagyon finom fogai voltak, nagyon kis fogközzel, és a vágási sebesség jelentősen lassabb volt - a fogak alumíniumreszelékkel való eltömődése és ezáltal a jelentősen csökkent anyagleválasztás miatt. A vágási felület minőségében nem sok különbséget lehet látni (4. ábra).
Akár szablyafűrészt, akár szúrófűrészt használ, ezeknek a kéziszerszámoknak a mechanikus elve határozza meg az eredményt: a szerszám rezgései átadódnak a munkadarabra, és barázdákat hagynak a munkadarabon. Ezekkel a szerszámokkal történő fűrészeléskor a vágási sebesség alacsony, és a fűrészlap gyakorlatilag minden mozgása látható a vágás felületén. Ha venné a fáradságot, hogy megszámolja a munkadarabon lévő barázdákat, azt találná, hogy a fűrész minden egyes vágás közbeni ciklusa saját nyomot hagyott a vágási felületen. Mindennek tetejébe - amikor ezekkel a szerszámokkal fémet vágunk, kézzel elég nehéz pontosan betartani vágási vonalat.
Ha sokkal tisztább felőletű vágást szeretne elérni, akkor a körfűrészt kell elővennie. Ha a HERMAN CX-30 AlCuCut fűrészlappal használva, a vágási felület sokkal jobban néz ki (5. ábra).
Ezt a 160mm átmérőjű fűrászlapot kifejezetten színesfémek kézi körfűrésszel történő vágására tervezték. A szinterezett keményfémből készült, 6%-os kobalt ötvözőanyagot tartalmazó , pozitív homlokszögű, váltakozóan lapos és trapéz alakú fogak, amelyekből 48 darab van, nagyon elfogadható, tiszta vágási felületet biztosítanak. A fogaknak a tárcsatest szélén való enyhe túlnyúlása hozzájárul a súrlódás csökkentéséhez még akkor is, ha a szerszám vágás közben oldalirányban elhajlik, és a jelentősen nagyobb vágási sebesség is nagyban befolyásolja a vágás tisztaságát. A fűrészlap vékony és a felülete sima, és a szablya- vagy szúrófűrészhez képest nagyobb sebességgel mozog a betétszerszám a munkadarabhoz képest, és a szerszám mozgásának iránya mindig azonos irányú. A nagyon kemény és precíz fogazás mellett a tiszta vágást az is segíti, hogy lényegesen könnyebb az egyenes vágási vonal megtartása.
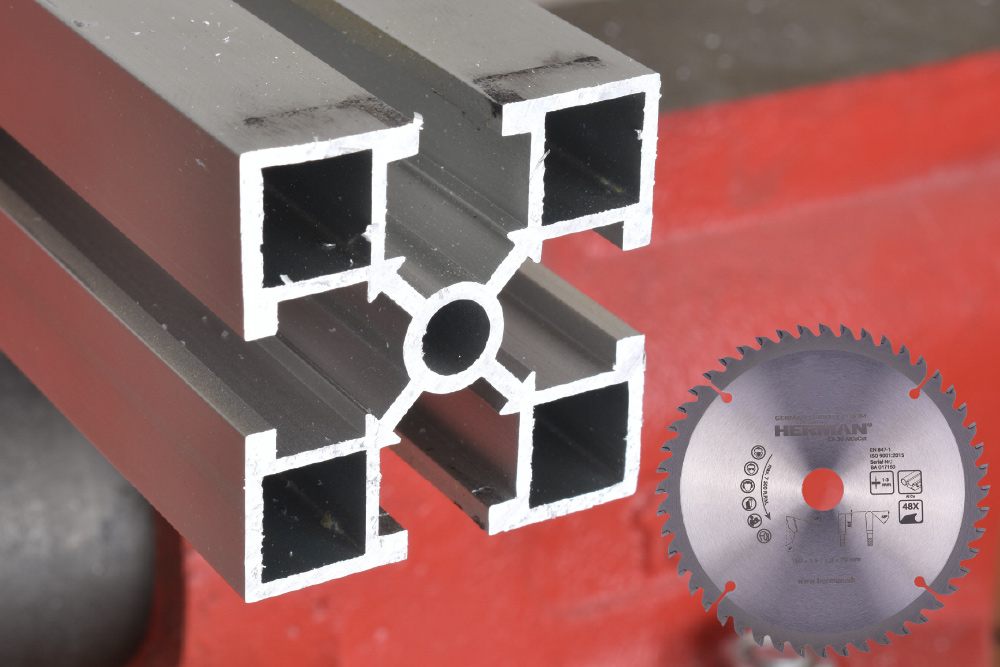
5. ábra. Alumíniumprofil vágási felülete körfűrésszel történő vágáskor a CX-30 AlCuCut fűrészlappal
Zárszó
A színesfémek vágásának minden leírt módszere rendelkezik előnyökkel és hátrányokkal. Közös bennük azonban, hogy használatukhoz olyan szerszámokra van szükség, amelyek nem minden műhelyben találhatók meg. Egy szablyafűrész vagy szúrófűrész segítségével soha nem fog olyan egyenes és tiszta vágásokat kapni, mint egy körfűrésszel - de ezen szerszámok előnye az, hogy szükség esetén íveket is vághat. Egy körfűrész a megfelelő fűrászlappal szép, tiszta vágást ad, de az íveket felejtse el.
Valamelyik következő cikkben arról fogunk beszélni, hogyan tudja megoldani ezeknek az anyagoknak a vágását akkor is, ha nem rendelkezik a fent említett fűrészekkel. Elég ha van egy univerzális segítőtársa - egy sarokcsiszolója.
Kulcsszavak: színesfémek vágása, alumínium vágása, sorja, vágási geometria, színesfémek deformációja, vágószerszámok, szablyafűrész, szúrófűrész, körfűrész
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
A fémtudomány / Jozef Čech



Silvia Hanzelová –
zaujímavé aj poučné čítanie veľa som sa dozvedela super
érdekes és informatív olvasmány, sokat tanultam, nagyszerű
Lefordítani a szöveget Eredeti szöveget mutatniMikulas Tóth –
Zaujímavé a veľmi pouční článok hliník je dosť problematicky opracovateľní materiál.
Érdekes és nagyon informatív cikk, az alumínium meglehetősen problémás anyag a munkához.
Lefordítani a szöveget Eredeti szöveget mutatniJosef –
Velice dobře popsána struktura materiálu i průběh řezů s různým nářadím.
Nagyon jól le van írva az anyag szerkezete és a különféle szerszámokkal végzett vágások menete.
Lefordítani a szöveget Eredeti szöveget mutatni